ГОСТ 1491-80 Винты с цилиндрической головкой классов точности A и В. Конструкция и размеры (с Изменениями N 1, 2)
ГОСТ 1491-80
Группа Г32
ВИНТЫ С ЦИЛИНДРИЧЕСКОЙ ГОЛОВКОЙ КЛАССОВ ТОЧНОСТИ А и В
Конструкция и размеры
Cheese-head screws, product grades A and B. Design and dimensions
MКC 21.060.10
ОКП 12 8400
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 30 июня 1980 г. N 3176 дата введения установлена 01.01.82
Ограничение срока действия снято Постановлением Госстандарта СССР от 28.06.91 N 1177
ВЗАМЕН ГОСТ 1491-72
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в декабре 1981 г., апреле 1986 г. (ИУС 3-82, 7-86).
1. Настоящий стандарт распространяется на винты с цилиндрической головкой классов точности А и В с номинальным диаметром резьбы от 1 до 20 мм.
Стандарт полностью соответствует СТ СЭВ 2653-80.
Таблица 1
мм | |||||||||||||||||||
Номинальный диаметр резьбы | 1 | 1,2 | 1,4 | 1,6 | 2 | 2,5 | 3 | 3,5 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
Шаг резьбы | крупный | 0,25 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 |
мелкий | — | — | — | — | — | — | — | — | — | — | — | 1 | 1,25 | 1,25 | 1,5 | 1,5 | 1,5 | 1,5 | |
Диаметр головки | 2,0 | 2,3 | 2,6 | 3,0 | 3,8 | 4,5 | 5,5 | 6,0 | 7,0 | 8,5 | 10,0 | 13,0 | 16,0 | 18,0 | 21,0 | 24,0 | 27,0 | 30,0 | |
Высота головки | 0,7 | 0,8 | 0,9 | 1,0 | 1,3 | 1,6 | 2,0 | 2,4 | 2,6 | 3,3 | 3,9 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 10,0 | 11,0 | |
Длина резьбы | удлиненная | — | — | — | — | 16 | 18 | 19 | 20 | 22 | 25 | 28 | 34 | 40 | 46 | 52 | 58 | 64 | |
нормальная | 8 | 9 | 9 | 9 | 10 | 11 | 12 | 13 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | |
Таблица 2
мм | ||||||||||||||||||
Длина винта | Номинальный диаметр резьбы | |||||||||||||||||
1 | 1,2 | 1,4 | 1,6 | 2 | 2,5 | 3 | 3,5 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
2 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
(2,5) | — | — | — | — | — | — | — | — | — | — | — | — | — | |||||
3 | — | — | — | — | — | — | — | — | — | — | — | |||||||
(3,5) | — | — | — | — | — | — | — | — | — | — | — | |||||||
4 | — | — | — | — | — | — | — | — | — | |||||||||
5 | — | — | — | — | — | — | — | — | — | |||||||||
6 | — | — | — | — | — | — | — | — | ||||||||||
(7) | — | — | — | — | — | — | — | |||||||||||
8 | — | — | — | — | — | — | — | |||||||||||
9 | Стандартные длины | — | — | — | — | — | — | — | ||||||||||
10 | — | — | — | — | — | — | — | |||||||||||
11 | — | — | — | — | — | — | — | — | ||||||||||
12 | — | — | — | — | — | — | — | |||||||||||
(13) | — | — | — | — | — | — | — | — | — | |||||||||
14 | — | — | — | — | — | — | — | — | — | |||||||||
16 | — | — | — | — | — | — | — | — | — | |||||||||
(18) | — | — | — | — | — | — | — | — | ||||||||||
20 | — | — | — | — | — | — | — | — | ||||||||||
(22) | — | — | — | — | — | — | — | — | — | |||||||||
25 | — | — | — | — | — | — | — | — | ||||||||||
(28) | — | — | — | — | — | — | — | — | — | |||||||||
30 | — | — | — | — | — | — | — | — | ||||||||||
(32) | — | — | — | — | — | — | — | — | — | |||||||||
35 | — | — | — | — | — | — | — | — | ||||||||||
(38) | — | — | — | — | — | — | — | — | — | |||||||||
40 | — | — | — | — | — | — | — | — | Стандартные длины | |||||||||
(42) | — | — | — | — | — | — | — | — | — | |||||||||
45 | — | — | — | — | — | — | — | — | — | |||||||||
(48) | — | — | — | — | — | — | — | — | — | |||||||||
50 | — | — | — | — | — | — | — | — | — | |||||||||
55 | — | — | — | — | — | — | — | — | — | — | ||||||||
60 | — | — | — | — | — | — | — | — | — | — | ||||||||
65 | — | — | — | — | — | — | — | — | — | — | — | |||||||
70 | — | — | — | — | — | — | — | — | — | — | — | |||||||
75 | — | — | — | — | — | — | — | — | — | — | — | |||||||
80 | — | — | — | — | — | — | — | — | — | — | — | |||||||
(85) | — | — | — | — | — | — | — | — | — | — | — | — | ||||||
90 | — | — | — | — | — | — | — | — | — | — | — | — | ||||||
(95) | — | — | — | — | — | — | — | — | — | — | — | — | ||||||
100 | — | — | — | — | — | — | — | |||||||||||
Как определить размер болта, гаек, шпилек, винтов
Определение размера крепежного изделия часто вызывает сложности. Без необходимых знаний и навыков потребуется много времени, чтобы выбрать подходящий метиз. На первый взгляд достаточно найти показатели толщины, длины и диаметра изделия. Но даже при выборе простых болтов и гаек возникают различные вопросы.
Главными параметрами, с помощью которых определяется вид и размер крепежного элемента, считаются длина, толщина и диаметр (в некоторых случаях высота).
Диаметр изделия обозначается буквой “D”, допускается написание как заглавной, так и маленькой (от сокращенного “diameter”). Соответственно, длина — это “lenght”, поэтому для обозначения используется буква “L”. Для толщины применяется понятие “stoutness” — “S”. Если понадобилось указать высоту, то указывается буква “H”, что означает “high”.
Перейдем к некоторым особенностям, которые встречаются при измерении основных видов метизов.
Определение размеров болта
Если болты имеют метрическую резьбу на стержне, то в прилагающейся документации используется формат MDxPxL. Обозначение расшифровывается следующим образом:
- M — указание метрической резьбы;
- D — показатель диаметра изделия;
- P — данные о шаге резьбы (виды отличаются, встречается мелкий, крупный, особо мелкий), при особо крупном значение не добавляется;
- L — показатель длины метиза.
Все перечисленные параметры указываются в миллиметрах.
Для того, чтобы узнать тип и размеры какого-либо болта, потребуется определить его вид. Рекомендуется руководствоваться отечественными стандартами ГОСТ или европейским ISO. Также допускается применение немецкого DIN. После того, как тип будет известен, можно определять размеры.
Диаметр крепежного элемента определяется с помощью различных инструментов — штангенциркуль, шаблонная линейка, а также микрометр. При этом точность измерений контролируется калибрами типа “ПР-НЕ”. Название приспособления расшифровывается как “проход-непроход”. Первая часть при накручивании на болт не требует прикладывания усилий, вторую деталь невозможно закрутить совсем.
Для измерения показателя длины также применяется линейка или штангенциркуль. Если потребовалось узнать шаг резьбы, то для крепежного элемента используется специальный инструмент шагомер. При отсутствии нужного приспособления допускается замер расстояния между парой витков с применением штангенциркуля.
Инструмент подойдет и предоставит точные показатели только в том случае, если измеряется крупный диаметр резьбы. Более правильные параметры получаются в результате проверки нескольких витков вместо двух. Полученный результат необходимо разделить на количество витков, используемых для измерения.
Если число, полученное в результате проверки, совпадает с каким-либо значением резьбового ряда, то это является справочным значением и искомый шаг присутствует. Если измерение не принесло необходимого результата, то вероятно перед вами дюймовый тип резьбы. В таком случае потребуется дополнительное уточнение для точного определения шага.
Болты имеют определенные разновидности, которые определяются геометрической формой метиза. Поэтому методы измерения для каждой группы отличается. Различают 2 варианта:
- с выступающей формой головки;
- потайной вид головки.
Для определения длины крепежных элементов с выступающей головкой не требуется задействовать саму головку.
- метизы с шестигранной головкой, соответствующие нормативам ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
- варианты с уменьшенными размерами головки и шестью гранями, изготовленные по стандартам ГОСТ 7808-70, 7796-70, 15591-70;
- крепежные элементы с высокой прочностью ГОСТ 22353-77;
- высокопрочные метизы с шестью гранями и увеличенным размером под ключ ГОСТ Р 52644-2006;
- болты, которые имеют шестигранную головку, а также дополнены направляющим подголовком ГОСТ 7811-70, 7795-70, 15590-70;
- головка метиза уменьшена, имеет 6 граней и применяется для монтажа в отверстия из-под развертки ГОСТ 7817-80;
- головка является увеличенной, также предусмотрен ус ГОСТ 7801-81;
- рым-болт, соответствующий отечественному стандарту ГОСТ 4751-73;
- варианты с полукруглой головкой увеличенных размеров, а также оснащенные квадратным подголовком ГОСТ 7802-81.
Если перед вами болт с потайной головкой, то потребуется измерять длину с учетом ее размеров:
- шинные метизы ГОСТ 7787-81;
- с потайной головкой, оснащенные усом и соответствующие нормативам ГОСТ 7785-81;
- стандартный вариант с квадратным подголовком и потайной разновидностью головки ГОСТ 7786-81.
Для определения вида болта и соответствующего ему стандарта применяется размер головки. Например, “под ключ” для головок с шестью гранями, если болт оснащен цилиндрической головкой, то используется диаметр.
Как правильно определить размер дюймового болта
Если рассматривать различную документацию для дюймовых болтов, то встречается аббревиатура для обозначения конструкции в виде D”-NQQQxL. Расшифровывается она следующим образом:
- D” — показатель диаметра резьбы, которая может быть указана как целое число, а также в формате дроби или номера, если метиз представлен с малым диаметром;
- N — обозначение, сколько витков находится на одном дюйме;
- QQQ — встречаются как 3, так и 4 буквы, которые означают дюймовую резьбу;
- L — показатель длины крепежного элемента, также измеряется в дюймах.
Если вам потребовалось узнать резьбовой диаметр для дюймового болта, то необходимо полученные показатели разделить на 25,4 мм. Значение в результате соответствует дюймовому. Затем цифры сопоставляются с подходящим в таблице UNC.
Для точного определения шага резьбы метиза нужно посчитать число витков, расположенных на дюйме крепежного элемента. Облегчить задачу можно с помощью дюймового резьбомера.
Показатели длины по методу измерения практически не отличаются от метрического варианта. Единственная разница в том, что полученный результат обязательно делится на 25,4 мм. Число также сравнивается, как резьбовой диаметр, с данными в таблице.
Как узнать размер винта
Винт с метрической резьбой, как и соответствующие болты, имеет аббревиатуру MDxPxL. Расшифровка тоже не отличается от стандартной:
- M — обозначается показатель метрической резьбы;
- D — показатель диаметра метиза;
- P — обозначение резьбы;
- L — данные о длине крепежного элемента.
Прежде чем начать измерения, определите, к какому стандарту относится винт, а также ознакомьтесь с разновидностью метиза. Диаметр резьбы конструкции получается соответственно методу, который применяется для измерения болтов.
Всего насчитывается 4 группы крепежных элементов:
- которые имеют выступающую головку;
- полупотайные;
- потайные;
- головка у винта отсутствует.
Для каждого варианта используются соответствующие отечественные стандарты:
- метизы, которые имеют головку в форме цилиндра и внутренний шестигранник, изготавливаются по ГОСТ 11738-84;
- для крепежных изделий, оснащенных полукруглой головкой, применим ГОСТ 17473-80;
- варианты с полупотайным типом головки соответствуют ГОСТ 17474-80;
- если перед вами винт, оснащенный потайной головкой, то для него используется ГОСТ 17475-80;
- установочная разновидность, которая отличается от других наличием прямого шлица, регулируется несколькими стандартами — ГОСТ 1476-93, 1477-93, 1478-93, 1479-93;
- метизы, относящиеся к категории установочных, для которых применяется шестигранник, соответствуют ГОСТ 8878-93, 11074-93, 11075-93;
- менее распространенные метизы с квадратным типом головки производят по стандартам ГОСТ 1482-84, 1485-84.
Технология измерения размеров шпилек
Шпильки, как и другие метизы, отличаются наличием метрической резьбы, поэтому имеют соответствующую аббревиатуру MDxPxL. Расшифровка тоже не отличается от предыдущих крепежных элементов:
- M — буквой обозначается метрическая резьба метиза;
- D — применяется для указания диаметра;
- P — разновидность шага, показатель в миллиметрах;
- L — данные о длине рабочей части конструкции.
Вид измерения выбирается в соответствии с подходящим нормативом ГОСТ, а также типом шпильки. Всего существует 2 больших группы для определения принадлежности метиза:
- конструкции, которые используются для монтажа в гладкие отверстия;
- крепежные элементы с концом, который завинчивается в отверстие.
В первом случае рабочая часть представлена по всей длине метиза, во втором случае используется только хвостовик, при этом конец для закручивания не учитывается.
Шпильки, как и другие метизы, производят по стандартам:
- метизы с резьбой DIN 975;
- размерный вариант, соответствующий DIN 976-1;
- конструкции, предназначенные для установки в гладкие участки, регулируются ГОСТ 22042-76, 22043-76;
- метизы для создания фланцевого прочного соединения ГОСТ 9066-75.
Также есть другие варианты, которые отличаются закручиваемым концом и показателем длины. Для них применяются прочие нормативы ГОСТ.
Как узнать размер заклепки
Полнотелые заклепки, оснащенные замыкающей головкой и устанавливающиеся с помощью молотка представлены в документах в виде аббревиатуры DxL. Расшифровка следующая:
- D — показатель диаметра тела;
- L — показатель длины.
В зависимости от используемых нормативов ГОСТ и конструкции полнотелой заклепки, возможна разница между способами определения длины метиза, поэтому предусмотрено 3 отдельных группы по видам:
- с выступающей головкой;
- крепежный элемент с потайной головкой;
- вариант с полупотайной головкой.
При изготовлении применяются разные ГОСТы:
- для метизов с головкой в форме цилиндра ГОСТ 10303-80;
- варианты с потайной головкой производятся согласно ГОСТ 10300-80;
- метизы с полукруглой формой головки ГОСТ 10299-80;
- полупотайной вариант ГОСТ 10301-80.
Также встречаются отрывные заклепки, монтаж которых производится за счет пистолета. Метизы в этом случае тоже обозначаются, как и предыдущие.
Если рассматривать стандарты производства, то можно выделить следующие:
- отрывные крепежные элементы с цилиндрической формой головки DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
- вариант, оснащенный потайным вариантом головки DIN 7337, ISO 15978, ISO 15980, ISO 15984.
Способы для измерения размера шплинта
Предусмотрено три варианта шплинтов, при этом для каждого применяется свой метод измерения.
У разводных шплинтов в число размеров входит условный диаметр. Значение параметра определяется показателем диаметра отверстия, предназначенного для монтажа. Примечательно, что реальный диаметр крепежного элемента имеет меньшие размеры, чем условный. Возможная разница между ними указана в ГОСТ 397-79.
Для нахождения длины разводного шплинта существует специальный способ. Метиз отличается коротким и длинным концом, поэтому требуется измерить участок от изгиба ушка крепежного элемента до окончания с короткой стороны.
Игольчатый вариант шплинтов характеризуется фиксированной длиной, регулируемой нормативом DIN 11024. Чтобы узнать размер метиза, требуется проверить показатели диаметра шплинта.
Быстросъемные метизы, оснащенные кольцом, тоже отличаются фиксированной длиной. Для конструкций применяется DIN 11024. Чтобы узнать размер крепежного элемента, воспользуйтесь полученными показателями диаметра.
Как измерять гайку
Большинство гаек имеют метрическую резьбу. Для измерения показателя диаметра резьбы потребуется чуть больше действий, чем в остальных случаях. По возможности рекомендуется проверять размер не самой гайки, а болта или винта, используемого для нее. Так можно добиться более точного результата.
Значение, которое получилось после измерения внутренней резьбы, является показателем внутреннего диаметра dвн.
Для того, чтобы точно определить диаметр метрической резьбы метиза, потребуется узнать соответствие dвн наружному диаметру используемого болта. Это производится с помощью специальной таблицы.
Точность контролируется за счет применения определенных калибров “проход-непроход”. Одна часть должна хорошо соединяться с гайкой, вторая часть наоборот, не должна.
Гайки отличаются по своему виду, и его легко определить при детальном осмотре. Чтобы узнать стандарт крепежного элемента, может потребоваться измерение высоты метиза, поскольку встречаются высокие, низкие, особо высокие и другие варианты.
Также для классификации шестигранных гаек используются габариты “под ключ”. Это объясняется тем, что метизы также различаются своими видами.
Для точного измерения шага резьбы допускается применение способа, рассматриваемого в случае с болтом. Понадобится резьбомер или придется посчитать количество витков на необходимом промежутке.
Определение размеров дюймовых гаек
Чтобы проверить размеры резьбы дюймовой гайки, необходимо рассмотреть резьбу болта или другого метиза, используемого с ней. Если подходящего нет под рукой, но есть информация о наличии дюймовой резьбы, то воспользуйтесь соответствующим резьбомером. При этом не забывайте разделять полученное значение на 25,4 мм.
Определение размеров шайбы
Для шайб используется короткое обозначение в виде D, что расшифровывается как диаметр метрической резьбы метиза, который применяется для крепежного элемента.
Чтобы точно измерять показатели, подойдет линейка или штангенциркуль. В результате получается значение, которое немного превышает показатель в обозначении. Это объясняется тем, что при монтаже требуется свободный ход, для чего выполняется небольшой зазор.
Энциклопедия крепежных стандартов. Тайвань Метиз Альянс
ВВЕДЕНИЕ
Для того чтобы стандартизировать изделия крепежа в мире повсеместно создавались стандарты, описывающие тот или иной элемент крепежа максимально подробно, его вид, условия изготовления, материал, прочие характеристики. В СССР стандартами являлись ГОСТы, в Германии DIN (Deutsches Institut für Normung), в Италии UNI, для приведения всех стандартов к единному образцу разрабатывались общие стандарты — так для Европы были созданы стандарты EN, мировыми стандартами стали стандарты ISO.
Энциклопедия крепежных стандартов является некоммерческим информационным ресурсом Тайвань Метиз Альянс. Сайт разработан специально для Вашего удобства и экономии времени по поиску необходимой информации о крепеже и стандартах. Просмотрев публикации, Вы получите краткую информацию о метизной продукции, особенностях, номенклатуре. В разделах сайта представлены статьи, связанные с крепежом общего и специального назначения, крепежом и деталях, используемых в автомобильной промышленности, авиационной промышленности, энергетических отраслях, на железной дороге, в строительстве. Выложены материалы о применении шурупов, саморезов, дюбелей, анкеров, болтов, гаек, шайб, заклепок и других комплектующих.
Сайт позволяет ознакомиться с действующими стандартами на крепежные изделия, болты, гайки, шайбы, шпильки, а также гвозди, муфты, шпонки, заклепки и такелаж. В разделах также представлена таблица соответствия крепежа немецкого стандарта DIN, российского стандарта ГОСТ, международного стандарта ISO.
Мы верим и надеемся, что информация, выложенная на сайте, поможет Вам правильно подобрать тот или иной крепежный элемент для решения стоящих перед Вами задач. В том случае, если Вам потребуется наша помощь или консультация, наши специалисты с радостью помогут Вам.
С уважением,
Тайвань Метиз Альянс
ГОСТ 11652-80 Винты самонарезающие с потайной головкой и заостренным концом для металла и пластмассы. Конструкция и размеры — PRO-крепеж
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ВИНТЫ САМОНАРЕЗАЮЩИЕ
С ПОТАЙНОЙ ГОЛОВКОЙ И ЗАОСТРЕННЫМ КОНЦОМ
ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ
ГОСТ 11652-80*
Государственный комитет СССР по стандартам
МОСКВА — 1986
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ВИНТЫ САМОНАРЕЗАЮЩИЕ С ПОТАЙНОЙ Конструкция и размеры Self-tapping countersunk head and sharpening | ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. № 6110 срок введения установлен
с 01.01.82
Несоблюдение стандарта преследуется по закону
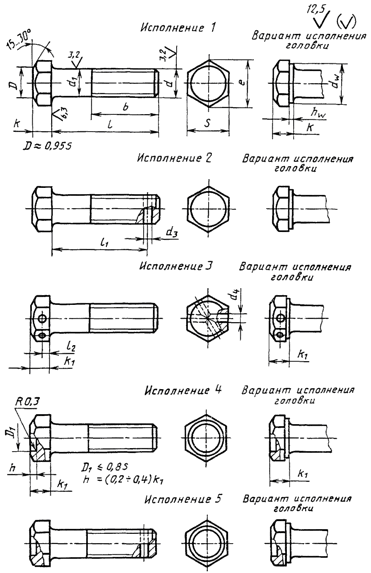
1. Настоящий стандарт распространяется на самонарезающие винты с потайной головкой и заостренным концом для металла и пластмассы класса точности В с номинальным диаметром резьбыот 2,5 до 8 мм.
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл. 1, 2.
Исполнение 1

Исполнение 2

______________
* Размер для справок.
Таблица 1
Размеры в мм
Номинальный диаметр резьбы d | 2,5 | 3 | 4 | 5 | 6 | 8 | |
Шаг резьбы Р | 1,25 | 1,75 | 2,0 | 2,5 | 3,5 | ||
| Диаметр головки D | Номин. | 4,7 | 5,6 | 7,4 | 9,2 | 11,0 | 14,5 |
| Пред. откл. по h 14 | -0,30 | -0,36 | -0,43 | ||||
| Высота головки, k, не более | 1,50 | 1,65 | 2,20 | 2,50 | 3,00 | 4,00 | |
| Ширина шлица n | Номин. | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 |
| Не менее | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | 2,06 | |
| Не более | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | 2,31 | |
| Глубина шлица t | Не менее | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 |
| Не более | 0,73 | 0,85 | 1,10 | 1,35 | 1,60 | 2,10 | |
| Допуск биения в заданном направлении (2IT14) | 0,60 | 0,72 | 0,86 | ||||
| Допуск симметричности шлица относительно стержня в диаметральном выражении (2IT14) | 0,50 | 0,60 | 0,72 | ||||
| Номер крестообразного шлица | 1 | 2 | 3 | ||||
| Диаметр крестообразного шлица m , не более | 2,6 | 2,8 | 4,0 | 4,5 | 6,5 | 7,4 | |
| Глубина крестообразного шлица h | 1,05 | 1,25 | 1,55 | 2,05 | 2,45 | 3,40 | |
| Глубина вхождения калибра в крестообразный шлиц | Не более | 1,2 | 1,4 | 1,8 | 2,3 | 3,0 | 3,9 |
| Не менее | 0,9 | 1,1 | 1,3 | 1,8 | 2,5 | 3,4 | |
| Недовод резьбы, не более | 0,8 | 1,0 | |||||
Примечание . Крестообразный шлиц — по ГОСТ 10753-80.
Таблица 2
мм
Длина винта l | Номинальный диаметр резьбы d | ||||||
Номин. | Пред. откл. по js 17 | 2,5 | 3 | 4 | 5 | 6 | 8 |
6 | ± 0,75 | — | — | — | — | ||
8 | — | — | — | ||||
10 | — | — | |||||
12 | ± 0,90 | — | |||||
14 | — | ||||||
16 | |||||||
(18) | Стандартные длины | ||||||
20 | ± 1,05 | — | |||||
(22) | — | — | |||||
25 | — | — | |||||
30 | — | — | |||||
35 | ± 1,25 | — | — | ||||
40 | — | — | — | ||||
45 | — | — | — | ||||
50 | — | — | — | — | |||
Примечание . Длины l , заключенные в скобках, применять не рекомендуется.
Пример условного обозначения :
винта в исполнении 1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с крупным шагом резьбы
Винт 5 ? 30.01 ГОСТ 11652-80
То же, в исполнении 2, диаметром 5 мм, с крупным шагом резьбы, длиной 30 мм, из материала группы 01, с цинковым покрытием толщиной 6 мкм, хроматированным
Винт 2-5 ? 1,5 ? 30.01.016 ГОСТ 11652-80
(Измененная редакция, Изм. № 1).
3. Технические требования, резьба, методы контроля, правила приемки, упаковка и маркировка — по ГОСТ 10618-80.
4. Теоретическая масса винтов указана в справочном приложении 1.
5. (Исключен, Изм. № 1).
Справочное
Длина винта l, мм | Номинальный диаметр резьбы d, мм | |||||
2,5 | 3 | 4 | 5 | 6 | 8 | |
Масса 1000 шт. стальных винтов, кг » | ||||||
6 | 0,20 | 0,30 | — | — | — | — |
8 | 0,26 | 0,38 | 0,72 | — | — | — |
10 | 0,32 | 0,46 | 0,86 | 1,34 | — | — |
12 | 0,37 | 0,54 | 1,00 | 1,56 | 2,48 | — |
14 | 0,43 | 0,62 | 1,14 | 1,78 | 2,81 | — |
16 | 0,49 | 0,70 | 1,28 | 2,00 | 3,14 | 4,21 |
18 | 0,54 | 0,78 | 1,42 | 2,22 | 3,47 | 4,78 |
20 | — | 0,86 | 1,56 | 2,44 | 3,80 | 5,35 |
22 | — | — | 1,70 | 2,66 | 4,13 | 5,92 |
25 | — | — | 1,91 | 2,99 | 4,62 | 6,77 |
30 | — | — | 2,19 | 3,54 | 5,43 | 8,19 |
35 | — | — | 2,47 | 4,09 | 6,24 | 9,61 |
40 | — | — | — | 4,64 | 7,05 | 11,03 |
45 | — | — | — | 5,19 | 7,86 | 12,45 |
50 | — | — | — | — | 8,67 | 13,87 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. № 1).
ГОСТ 11650-80 Винты самонарезающие с полукруглой головкой и заостренным концом для металла и пластмассы. Конструкция и размеры (с Изменением N 1), ГОСТ от 30 декабря 1980 года №11650-80
ГОСТ 11650-80
Группа Г32
МКС 21.060.10
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. N 6110 дата введения установлена 01.01.82
Ограничение срока действия снято Постановлением Госстандарта СССР от 29.03.91 N 399
ВЗАМЕН ГОСТ 10621-63, ГОСТ 11650-65 в части винтов с притупленным концом
ИЗДАНИЕ с Изменением N 1, утвержденным в апреле 1985 г. (ИУС 7-85).
1. Настоящий стандарт распространяется на самонарезающие винты с полукруглой головкой и заостренным концом для металла и пластмассы класса точности В с номинальным диаметром резьбы от 2,5 до 8 мм.
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл.1, 2.
Чертеж. Конструкция и размеры винтов
Исполнение 1
Исполнение 2
__________________
* Размер для справок.
Таблица 1
Размеры, мм | ||||||||
Номинальный диаметр резьбы | 2,5 | 3 | 4 | 5 | 6 | 8 | ||
Шаг резьбы | 1,25 | 1,75 | 2,0 | 2,5 | 3,5 | |||
Диаметр головки | Номин. | 4,5 | 5,5 | 7,0 | 8,5 | 10,0 | 13,0 | |
Пред. откл. по 15 | ±0,24 | ±0,29 | ±0,35 | |||||
Высота головки | Номин. | 1,7 | 2,1 | 2,8 | 3,5 | 4,2 | 5,6 | |
Пред. откл. по 15 | ±0,2 | ±0,24 | ||||||
Радиус сферы головки | 2,4 | 2,9 | 3,6 | 4,4 | 5,1 | 6,6 | ||
Радиус под головкой | , не менее | 0,10 | 0,20 | 0,25 | 0,40 | |||
, не более | 3,1 | 3,6 | 4,7 | 5,7 | 6,8 | 9,2 | ||
Ширина шлица | Номин. | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | |
Не менее | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | 2,06 | ||
Не более | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | 2,31 | ||
Глубина шлица | Не менее | 0,9 | 1,0 | 1,6 | 2,1 | 2,3 | 3,3 | |
Не более | 1,3 | 1,4 | 2,0 | 2,5 | 2,7 | 3,7 | ||
Допуск соосности головки относительно стержня (2IТ14) | 0,60 | 0,72 | 0,86 | |||||
Допуск симметричности шлица относительно стержня в диаметральном выражении (2IТ14) | 0,50 | 0,60 | 0,72 | |||||
Номер крестообразного шлица | 1 | 2 | 3 | |||||
Диаметр крестообразного шлица , не более | 2,8 | 3,1 | 4,2 | 5,0 | 6,6 | 7,7 | ||
Глубина крестообразного шлица | 1,25 | 1,60 | 1,75 | 2,50 | 2,45 | 3,65 | ||
Глубина вхождения калибра в крестообразный шлиц | Не более | 1,4 | 1,7 | 2,0 | 2,8 | 3,0 | 4,2 | |
Не менее | 1,1 | 1,4 | 1,5 | 2,3 | 2,5 | 3,7 | ||
Недовод резьбы, не более | 0,8 | 1,0 | ||||||
Примечание. Крестообразный шлиц — по ГОСТ 10753-86.
Таблица 2
мм
Примечание. Длины , заключенные в скобки, применять не рекомендуется.
Примеры условного обозначения:
Винт в исполнении 1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с крупным шагом резьбы
Винт 5х30.01 ГОСТ 11650-80
То же, в исполнении 2, диаметром 5 мм, с крупным шагом резьбы, длиной 30 мм, из материала группы 01, с цинковым покрытием толщиной 6 мкм, хроматированным
Винт 2-5х30.01.016 ГОСТ 11650-80
(Измененная редакция, Изм. N 1).
3. Технические требования, резьба, методы контроля, правила приемки, упаковка и маркировка — по ГОСТ 10618-80.
4. Теоретическая масса винтов указана в приложении 1.
5. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (справочное). Теоретическая масса самонарезающих винтов
ПРИЛОЖЕНИЕ 1
Справочное
Длина винта , мм | Номинальный диаметр резьбы , мм | |||||
2,5 | 3 | 4 | 5 | 6 | 8 | |
Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг | ||||||
6 | 0,32 | 0,51 | — | — | — | — |
8 | 0,37 | 0,59 | 1,11 | — | — | — |
10 | 0,42 | 0,67 | 1,25 | 2,21 | — | — |
12 | 0,47 | 0,75 | 1,39 | 2,43 | 3,61 | — |
14 | 0,52 | 0,83 | 1,53 | 2,67 | 3,93 | — |
16 | 0,57 | 0,91 | 1,67 | 2,91 | 4,25 | 5,01 |
18 | 0,62 | 0,99 | 1,81 | 3,15 | 4,57 | 5,58 |
20 | — | 1,07 | 1,95 | 3,39 | 4,89 | 6,15 |
22 | — | — | 2,09 | 3,63 | 5,21 | 6,72 |
25 | — | — | 2,30 | 4,00 | 5,69 | 7,57 |
30 | — | — | 2,65 | 4,60 | 6,49 | 9,00 |
35 | — | — | 3,00 | 5,20 | 7,29 | 10,42 |
40 | — | — | — | 5,80 | 8,09 | 11,84 |
45 | — | — | — | 6,40 | 8,99 | 13,25 |
50 | — | — | — | — | 9,69 | 14,68 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 1).
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
Винты самонарезающие. Общие
технические условия. Конструкция
и размеры: Сб. ГОСТов. —
М.: Стандартинформ, 2006
Классификация и особенности применения болтов винтов и шпилек
Основные типы болтов
В соответствии с ГОСТ 27017-86 «Изделия крепежные. Термины и определения» болтом называется крепежное изделие в форме стержня с наружной резьбой на одном конце, с головкой на другом, образующее соединение при помощи гайки или резьбового отверстия в одном из соединяемых изделий. Отметим, что похожее определение в стандарте получает и винт: крепежное изделие для образования соединения или фиксации, выполненное в форме стержня с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом.
Полной ясности в вопросе, чем отличается болт от винта, нет до сих пор. Например, иногда признаком болта считают неполную резьбу, хотя существуют болты и с полной резьбой. Если резьба выполнена не по всей длине болта, то диаметр гладкой части стержня примерно такой же, как и диаметр резьбы, измеренный на вершинах ее витков. Но бывают и исключения.
Иногда говорят, что болт должен обязательно иметь шестигранную головку. Но, в то же время, болтами называют изделия с полукруглой и потайной головкой. Рассмотрим наиболее популярные варианты болтов, имеющиеся в ассортименте ЦКИ.


Шестигранная головка производится в нескольких модификациях: основная, с опорным выступом, с буртом, с фланцем.

Болты с шестигранной головкой и основной резьбой разделяют на болты с полной (DIN 933) и неполной резьбой (DIN 931) и мелким и сверхмелким шагом резьбы (DIN 960 и DIN 961).
Отдельно могут быть выделены болты с шестигранной головкой с увеличенным размером под ключ для высоконагруженных предварительно напряженных резьбовых соединений стальных конструкций DIN 6914.

Болты с уменьшенным размером под ключ отличаются разнообразием исполнений.
Наряду с шестигранными головками болты могут иметь полукруглую головку:


низкую с квадратным подголовком (DIN 603) с усом (DIN 607)
И потайную головку:


с усом (DIN 604) с высоким и низким квадратным подголовком (DIN 608)
К таким болтам устойчиво применяется определение «мебельный». Отчасти это объясняется тем, что некоторые из них широко применяются при производстве мебели. При этом усы и подголовки препятствуют проворачиванию изделия при сборке.
Примерами болтов называемых по назначению являются «откидной» и «приварной».
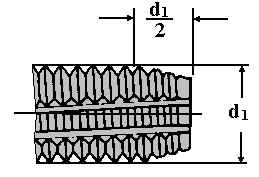
У откидного болта DIN 444 вместо привычной головки расположена втулка со сквозным отверстием – её еще называют кольцом. Как правило, втулка сидит на оси и болт вращается вокруг нее. Толщина кольца и длина резьбы в конструкции могут варьироваться.

Приварной болт вообще мало похож на болт. На месте головы у него расположен маленький цилиндрический выступ. Часто это изделие называют ещё шпилька приварная.

Именно он обеспечивает стыковую сварку болта и основания. Вместо цилиндра с резьбой привариваться могут и другие внешние элементы.
Под формальное наименование «болт» попадают также болты анкерные и призонные.
Анкерные болты предназначены для замуровывания в бетон. Их стержень имеет резьбу на одном конце – том, который выходит наружу. Форма другого конца может быть разной.
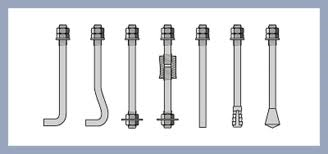
Его задача – обеспечить максимальное сопротивление вырыву анкера из основания. Поэтому второму концу придают расширяющуюся форму. При установке болта эта часть опускается в шурф и заливается бетоном.
Призонный болт – это болт, диаметр гладкой части стержня которого обеспечивает его установку по посадке без зазора в точно обработанное отверстие. Для этого резьбовая часть исполняется заведомо меньшего диаметра.

«Призонный» болт DIN 609 — это искаженное «прецизионный», то есть высокой точности. Также в качестве призонных применяются «Болты с шестигранной уменьшенной головкой класса точности А для отверстий из-под развертки. ГОСТ 7817-80».
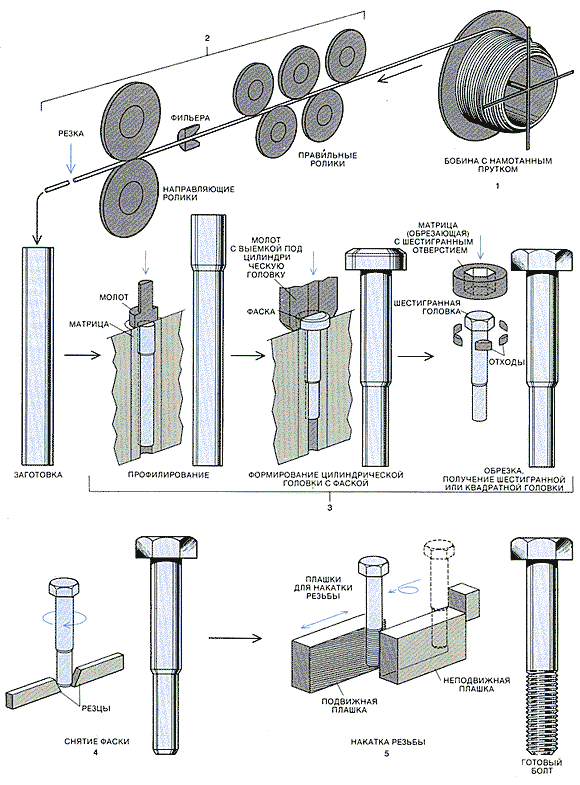
Технология производства болтов
Наиболее распространенная технология производства болтов представлена на рисунке ниже.
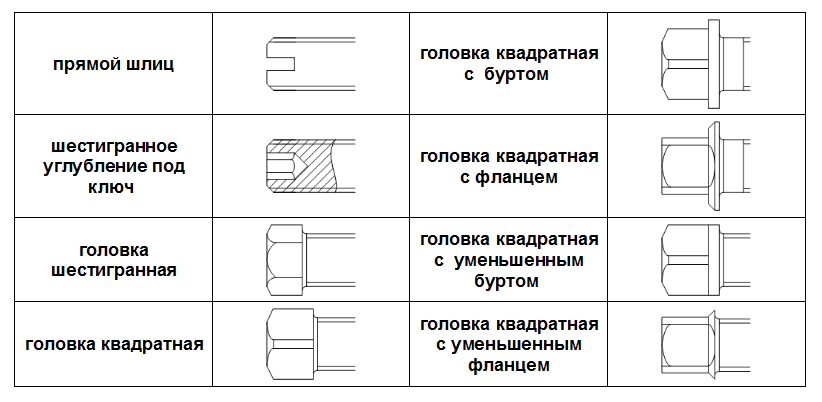
Классификация винтов
Рассмотрим теперь винты, имеющиеся в ассортименте ЦКИ. Самая большая группа из них – винты общего назначения. Это с ними мы встречаемся ежедневно в быту и на производстве. Все они имеют стержень с полной резьбой (хотя бывают и исключения) и головки различной формы. На головках имеются шлицы или углубления под ключ разного типа.
















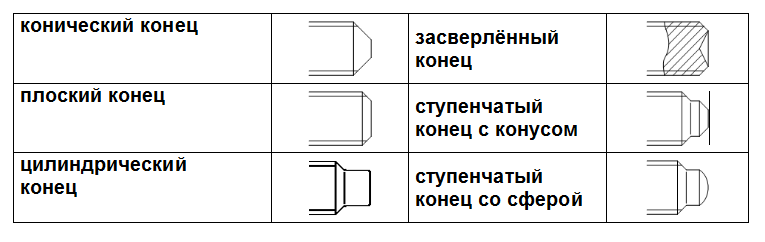
Другая большая группа винтов – винты установочные. Название пошло от их назначения. В своем большинстве они предназначены для точной установки и фиксации деталей в механизмах. Для этого на своих концах они имеют различные выступы или углубления.
По ГОСТ 12414-94 (ISO 4753:1999): «Концы болтов, винтов и шпилек. Размеры» предусматриваются следующие концы установочных винтов:
Привод крутящего момента осуществляется следующими элементами:
В сводной таблице представлены реально существующие, наиболее распространённые сочетания головок и концов установочных винтов с указанием стандарта DIN.
Мебельные винты представлены двумя изделиями:

Группа винтов имеет головки в форме крючков и петель разного вида:




Винт-барашек DIN 316 представлен двумя модификациями, отличающимися формой крылышек. Более остроконечные относятся к т.н. «американской» форме.


Классический винт-барашек «Американская» форма винта-барашка
Резьбонарезающий винт DIN 7516 имеет конец в виде метчика, которым он нарезает метрическую резьбу в предварительно высверленном отверстии.

Что касается головок, то их используется довольно много:
- АЕ – цилиндрическая головка со сферой и крестообразным шлицем;
- DЕ – потайная головка с крестообразным шлицем;
- ЕЕ – полупотайная головка с крестообразным шлицем;
- А – шестигранная головка;
- ВЕ – цилиндрическая головка с прямым шлицем;
- FЕ – потайная головка с прямым шлицем;
- GЕ – полупотайная головка с прямым шлицем.
Еще один винт, самостоятельно образующий резьбу – DIN 7500 выдавливает ее в первоначально нанесенном гладком отверстии. Это удобно при установке изделий в условиях односторонне доступом и существенно увеличивает плотность соединения, особенно с металлическим листом. Его конец имеет форму трехгранного стержня с заходной частью и плавным сбегом резьбы.

Виды шпилек
Шпильки – еще одно крепёжное изделие из стержня с наружной резьбой, образующее соединение при помощи гайки или резьбового отверстия. В отличие от болта или винта шпилька не имеет головки, но зато имеет два резьбовых конца, или даже сплошную резьбу по всей длине стержня.

Шпильки широко используются при глухих посадках. Естественно, что при этом длина ввинчиваемого конца строго регламентируется. В соответствии с ГОСТ она может составлять только 1; 1,25; 2; 2,5 от диаметра резьбы. Длина второго конца в сумме с длиной безрезьбового участка может изменяться в широких пределах.
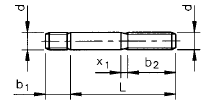
Кроме того изготавливаются шпильки с равными длинами резьбы на концах, а также со сплошной резьбой.
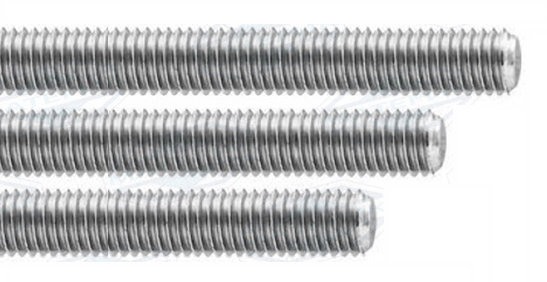

Шпильки по DIN 975 и DIN 976 – это наиболее распространенные варианты. По сути это просто длинные шпильки со сплошной резьбой: их длина обычно составляет 1 или 2 м (но бывают и 3 и 4 метра). Основное отличие в том, что DIN 976 может быть разной длины, а DIN 975 только 1 или 2 м. Подробнее о шпильках и их особенностях можно ознакомиться у нас в блоге. Отметим, что для удобства работы штанги в зависимости от материала и класса прочности маркируются окрашиванием торцов. Ниже приводится таблица применяемых цветов.
| Класс прочности | Цвет |
| 4.8 | без цвета |
| 5.6 | коричневый |
| 5.8 | синий |
| 8.8 | жёлтый |
| 10.9 | белый |
| 12.9 | чёрный |
| А2-70 | зелёный |
| А4-70 | красный |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭ |