Сварка с отрывом. Как правильно уводить электрод при каждом отрыве, чтобы шов был гладкий и красивый | Ручная дуговая сварка
Сварка с отрывом-самый частый вид сварки электродом в бытовых задачах с металлом у начинающих. А сваривать тонкую профильную трубу приходится именно с отрывом не только начинающим. Дам пару-тройку советов при сварке с отрывом, чтобы было проще и шов получался гладким и красивым.
Электроды для сварки с отрывом берём с рутиловым или рутил целлюлозным покрытием. У этих электродов очень лёгкий повторный поджиг-прервался, поднёс снова к ещё красной точке и он снова моментально загорается. Ещё эти электроды даже в руках у новичков не так часто будут липнуть, как электроды с основным покрытием.
Самые распространённые рутиловые электроды это марки
АНО-21
МР-3
МОНОЛИТ
ОК-46 — это самые лучшие из всех, есть возможность, покупайте их. Хотя в маленьких населённых пунктах их особо не продают. В моём посёлке почти 20 тыс населения, а в продаже нет. Ассортимент скудный, закупаюсь когда бываю в областном городе, или через интернет заказываю. Даже в этом наши маленькие посёлки отстают от цивилизации, прорвёмся!
Ассортимент скудный, закупаюсь когда бываю в областном городе, или через интернет заказываю. Даже в этом наши маленькие посёлки отстают от цивилизации, прорвёмся!
Начинаем сварку. Зажгли электрод, дуга начинает плавить металл и образуется сварочная ванна. Именно в начале сварки у нас есть пара секунд когда не нужно делать отрыв электрода. Металл холодный, нужно его прогреть и сформировать нормальную сварочную ванну-форма овального болотца из жидкого металла.
После появления этого видимого болота жидкого металла делаем сам отрыв электрода. Смотрим через маску на красное пятно металла, оно быстро может потускнеть. Нам этот момент не нужно проморгать. Иначе ванна полностью закристаллизуется и придётся повторно растапливать до жидкой ванны. Чуть начинает тускнеть-сразу повторный тычок электродом.
В сам момент отрыва электрода есть одна хитрость. Вместе с отрывом от места сварки, от сварочной ванны, нужно двигать электрод в такой последовательности. Немного назад и убираем вправо. Делаем это быстро. Нужно быстро дугой пройтись именно над сварочной ванной. а потом можно убрать в сторону-просто вправо удобно кисти руки делать это движение.
Делаем это быстро. Нужно быстро дугой пройтись именно над сварочной ванной. а потом можно убрать в сторону-просто вправо удобно кисти руки делать это движение.
Зачем так делать? У рутиловых электродов очень подвижный текучий шлак. Он покрывает почти всю сварочную ванну. В момент отрыва и резкого прохождения дугой назад- над сварочной ванной, дуга своим давление отбросит несколько назад этот слой шлака. Повторное зажигание электрода будет чуть быстрей и следующая порция металла ляжет более плотной чешуйкой на старую чешуйку начинающего кристаллизоваться металла.
Этот момент в сварке с отрывом я заприметил давно. Часто и много приходилось варить профильные трубы. Никто не подсказывал, чисто интуитивно пришёл к такой технике сварки.
Швы получаются при таких простых движениях более гладкие и красивые. Попробуйте, чуть потренируйтесь, чтоб движение довести до автоматизма. Результат вас удивит и порадует!
Некоторые вопросы по сварке труб — Ручная дуговая сварка — ММA
ак варить от прихватки и до прихватки.
Потому что в этих местах плохо получается проварить на корне.
 Потому что в этих местах плохо получается проварить на корне.
Потому что в этих местах плохо получается проварить на корне.
Прихватки нужно ставить правильно, т.е повышенным током и тонким электродом.
Если же прихватка получилась неправильная, то надо ее вырезать, хоть сваркой.
В процессе работы через определенное время у меня возникло желание варить без отрыва дуги.
Нормальное желание.
Только отрывы, обычно все равно будут, но они не будут основным методом сварки.
В ветке «что почитать» описан вертикал без отрыва по трем точкам.
Главное в этом способе, чтобы ванна с одной стороны плавилась, а с другой застывала.
Я внимательно читал как описывали сварщики сварку корня шва.
 Как «двигать окошко» я понимаю, но когда я задерживаюсь у меня прогорает металл и внутри получается наплыв
Как «двигать окошко» я понимаю, но когда я задерживаюсь у меня прогорает металл и внутри получается наплывНаплыв (провал) прожечь, заварить обратно.
В процессе работы нам привозят отводы да и трубы бывают разные по толщине стенки. Их сложно сварить по технологии. Как вы с этим справляетесь.
Зазор делаем побольше, чем для нормального стыка.
Смотрим внимательнее.
Но это если состыковать по людски некому или нечем.
Недавно предложили работу по сварке трубопроводов 1 и 2 категории, то есть работающих при t-540 градусов и давлении 240атмосфер.
Прийдется сдавать экзамены. Может быть кто-то работал с такой трубой. Подскажите особенности сварки и что там считается браком. Какие электроды. Это пятый вопрос

Обычно такие трубопроводы варят соблюдая технологию, за этим следит прораб по сварке, он даст Вам требуемые электроды, обеспечит контроль, и т.д.
Как правило, прежде чем приступить к сварке таких труб Вы пройдете курсы.
Судя по указанным параметрам это трубопроводы тепловых эл. станций.?
Как выбрать электроды для ручной электросварки?
Электродов для РДС — ручной дуговой сварки огромное множество. И как-то их классифицировать по единой схеме не представляется возможным. И хотя их делят по:
- назначению,
- механическим характеристикам,
- химическому содержанию наплавленного металла,
- толщине обмазки.
Но.. для многих это больная тема и даже сварщики со стажем стараются обходить ее стороной используя, как говорится, свои, проверенные электроды, которые подходят по соотношению «цена-качество» и применяются во всех работах.
Многих пугает большой выбор электродов, ведь предполагается, что придется что-то учить или пользоваться таблицами, справочниками для подбора необходимой марки…
Критерии выбора электродов
- Металл, который будете варить
Зачастую, в домашних условиях, используется обычный «черный» металл. И принципиальным моментом здесь является только процент углерода в нем. В зависимости от величины этого процента различают:
- низкоуглеродистую,
- среднеуглеродистую,
- высокоуглеродистую сталь
- и чугун.
Еще широко применяется такая легированная сталь, как нержавейка.
2. Требования, предъявляемые к конструкции
Вы собираетесь варить гаражные ворота и переживаете за то, чтобы ваши петли или завесы не оторвало от тяжелых створок… Или вы собираетесь варить себе козырек над входом в дом, так же переживаете о том, чтобы он у вас не свалился на голову. В этих случаях используются конструктивные методы: подбор необходимого профиля, его толщины, сечения, длины швов, применение накладок, растяжек, раскосов, косынок.
А в отношении требований, применяемых к данной конструкции, может быть перепад температур. Например, вы собираетесь варить печь-каменку в баню или это, возможно пиролизный или твердотопливный котел и ваши швы будут подвергаться перепадам температур. Так же швы могут держать на себе вибрационные нагрузки. Например, конструкция под вибростол под изготовление бетонных изделий. Здесь более существенная нагрузка ложится на ваши швы. Или это особый узел. на который будет ложиться колоссальная нагрузка: стульчик под несущую балку, на которую будут опираться плитоперекрытия. В этих и остальных подобных случаях вам нужны электроды, которые обладают повышенными свойствами.
Рассмотрим электроды по типу покрытия. Существует четыре типа покрытий:
• Рутиловое;
• Основное;
• Кислое;
• Целлюлозное.
Мы разберем первые два. Хотя электроды с рутиловым покрытием вы будете использовать в 90-95% работ.
Для того, чтобы правильно выбрать электроды вам нужно знать марку вашей стали, а так же ту металлоконструкцию, которую вы собираетесь сварить. Если вы предполагаете сварить обычную, рядовую металлоконструкцию, например, двери, решетки, ворота, калитки, навес и тому подобное, то вы используете металл, который куплен на металлобазе, а это сталь 3. Поэтому в данном случае вам подойдут электроды с рутиловым покрытием. К ни относят такие марки как:
• АНО-4
• АНО-6
• АНО-21
• АНО-36
• МР-3
• ОЗС-12
• ОК46.00
• Монолит
• Гранит
• Арсенал и тому подобное.
Преимуществами этих электродов является легкий поджиг дуги, как первичный, так и повторный. А значит, они хорошо подходят, как для обварки, так и для прихватки. Эти электроды дают возможность проводить сварку с отрывом дуги, не вызывая при этом пористости шва. Так же они горят при разной длине дуги, особенно у новичков, которые не набили руку и не могут удерживать дугу постоянно на протяжении всей сварки и по мере сгорания электродного тела. Для сварки можно приобрести как инвертор постоянного тока, так и трансформатор переменного.
Для сварки можно приобрести как инвертор постоянного тока, так и трансформатор переменного.
Электроды с рутиловым покрытием не особо привередливы к состоянию металла, а так же к самому сварщику и их могут «палить» даже новички.
При каких же условиях использовать электроды с основным покрытием?
Если вспомнить два критерия по выбору электрода: марка металла, а так же требования, которые предъявляются к конструкции, то даже если один из критериев отличается от тех, что мы рассматривали ранее, то вам необходимо использовать электроды с основным покрытием. Например, у вас обычная конструкция, но сталь высокоуглеродистая. Или, наоборот, у вас обычная сталь 3, но на вашу конструкцию будет возлагаться особая нагрузка. Вы так же будете использовать в этом случае электроды с основным покрытием, которые будут давать более надежное соединение, а так же повышенные механические свойства самого шва.
К электродам с основным покрытием относятся такие марки как:
отечественные
• УОНИИ 13/45
• УОНИИ 13/55
• УОНИИ 13/65
Зарубежного производства от ESAB
• ОК 48. 00
00
• ОК 53.70
Японские электроды
• Lb 52U и подобные им.
Применение электродов с основным покрытием для начинающего сварщика очень проблематично. Они тяжелее поджигаются, особенно повторно, больше подходят для сварки сплошным швом, не допустимы для сварки с отрывом, а значит, требуют особо точных настроек сварочного тока. Так же ими варят на короткой дуге и они очень требовательны к металлу, который вы собираетесь варить. Кромки должны быть очищены от ржавчины, краски, пятен масла, грязи тому подобного. Они имеют повышенную жидкотекучесть и их достоинством является то, что более отчетливо видна сварочная ванна и меньшее количество шлака выделяется при горении. Однако, для сварки можно подходит только аппарат с постоянным током, т.е инвертор, так же необходимо соблюдать определенную полярность. Что такое полярность, и какая она бывает, читайте здесь.
По мере того, как вы будете набираться опыта, для вас станут более явными отличия использования одних электродов от других, особенности их горения, а так же применения.
Всегда перед покупкой электродов, особенно новых для вас, обращайте внимание на ту информацию, которая указана на упаковке. Хотя у наших людей такой менталитет, что смотрят руководство пользователя, когда уже возникли какие-то проблемы, но вы постарайтесь посмотреть эту информацию. Так вы будете заранее знать о свойствах, назначении и применении тех или иных электродов.
На что следует обратить внимание:
- Назначение, марки стали, которые можно варить данными электродами;
- Практически на любой упаковке электродов приводятся данные по силе сварочного тока. Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.
- Так же на упаковке можно увидеть информацию о свойствах сварочных швов.
К сожалению, не всегда информацию, которая необходима для работы, можно прочитать на родном языке. Но вы всегда можете найти ее в интернете.
Бытуют разные мнения, какие же все-таки электроды использовать на начальных этапах обучения электросварке. Некоторые склоняются к самым обычным и дешевым, полагая, что научившись ими работать вы сможете варить любыми. Однако, на этапе обучения постарайтесь приобрести более качественные и дорогие электроды. Почему так? С ними вы более отчетливо увидите и поймете сварочный процесс, а потом сможете повышать свой профессиональный уровень, варя менее качественными дешевыми электродами.
Осознание того, что варишь качественными электродами, добавляет 10-15% профессионализма, учитывая ваш психологический настрой во время сварки. Не верите? Попробуйте и убедитесь!
Сварка вертикальных швов
Сеть профессиональных контактов специалистов сварки
Сварка одиночных валиков снизу вверх.
Сварка вертикальных швов ведется только на короткой дуге. Сварочный ток в основном минимальный или средний, позволяющий вести непрерывную сварку без отрыва дуги, без подтеков металла шва. Угол наклона электрода к вертикальной плоскости составляет 80°-90°, что способствует более прямому воздействию сварочной дуги на изделие и создает легкость в управлении сварочным процессом (рис. 1). При сварке электродом под углом 45°-60° (рис. 2) искусственно создается «козырек» (неравномерное расплавление покрытия), что мешает управлению сварочным процессом. Обязательно манипулирование электродом на ширину валика в 2-4 диаметра электрода с покрытием.
Другие страницы по теме Сварка вертикальных швов:
| Рис.1. Правильный угол наклона. | Рис.2. Правильный угол наклона. |
При сварке вертикальных швов рекомендуется применять два метода манипулирования — «лестница» и «дугой вперед», что позволит выполнить швы нормальной формы (рис. 3).
3).
Рисунок 3.
По мере наполнения сварочной ванны электродным металлом необходимо с каждым переходом из точки 1 в положение 2 и обратно в положение 3 производить подъем, задерживаясь в местах перехода. Задержка по времени должна быть такой, чтобы заполнить кратер электродным металлом и плавно вернуться на противоположную сторону не позднее, чем закристаллизуется там металл шва. Это способствует формированию «нормального» валика без подрезов и с плавным переходом к основному металлу и минимальным перепадам между чешуйками. Поэтому очень важен момент перехода. Ушел раньше — получил подрез и «выпуклый» валик. Передержал — наплыв и грубая чешуйка.
Многие сварщики при сварке вертикальных швов применяют манипулирование электродом «дугой назад», что приводит к чрезмерной выпуклости шва. Это объясняется тем, что большая часть жидкого металла шва стекает в центр сварочной ванны, т.к. в центре шва более высокая температура, чем на краях валика. Методом «дугой назад», спускаясь к центру, увеличиваем количество жидкого металла в центре валика. Такой метод при сварке вертикальных швов исключить.
Такой метод при сварке вертикальных швов исключить.
Сварка корневого валика (рис. 4).
| Рисунок 4. | Рисунок 5. |
В зависимости от толщины металла, притупления кромок, величины зазора, рекомендуется применять три способа сварки корневого валика:
1. Сварка «треугольником» (рис. 5) позволяет получить хорошее проплавление при малом зазоре (2 мм и меньше) и максимальном притуплении кромки (от 1 до 2 мм). В процессе сварки жидкая ванна должна находиться под углом, т.е. точка «а» (перемычка жидкого металла в зазоре между кромками) выше линии «б» (кристаллизующейся чешуйки), что позволяет жидкому шлаку стекать вниз, закрывая кристаллизующийся валик, и не мешать проплавлению кромок в зазоре. По окончании электрода кратер следует оставить также под углом. Это необходимо для качественного зажигания нового электрода. Сварочная ванна под углом достигается следующим образом: в начале сварки набирается полочка, затем, поднимаясь сварочной дугой по стенке к зазору, проплавляем притупление кромок в зазоре, затем спускаемся по правой стенке, после чего переходим к левой кромке, формируя сварочный шов. Диаметр электрода 3 мм. Сварочный ток в среднем диапазоне — 90-100 А при Х-образной разделке и минимальный — 80…90 А при V-образной разделке.
Диаметр электрода 3 мм. Сварочный ток в среднем диапазоне — 90-100 А при Х-образной разделке и минимальный — 80…90 А при V-образной разделке.
2. Сварка «елочкой» (рис. 6) при притуплении кромок и зазоре от 2 до 3 мм позволяет получить хорошее проплавление. Сечение валика средней полноты (меньше, чем при сварке «треугольником») дает возможность сформировать «нормальный» валик. Техника сварки вертикальных швов следующая: от зазора по одной из кромок (как бы прижавшись электродом к кромке) спуститься по ней, подавая электрод на себя на небольшое расстояние 5-7 мм, затем с небольшим постоянным подъемом и .подачей электрода от себя вернуться в зазор; проплавить притупление (при необходимости сделать задержку) и спуститься по другой стороне, выполняя те же движения, не допуская подтеков, подрезов, наблюдая за формированием валика и поддерживая точку «а» выше линии «б». Диаметр электрода 3 мм. Сварочный ток для V-образной разделки — 60…90 А, для X-образной разделки — 90…100 А.
Рисунок 6.
Сварка вертикальных швов
«ёлочкой».
3. Сварка вертикальных швов методом «лестница» (рис. 7) применяется при максимальном зазоре более 2 мм и минимальном притуплении кромок (или без притупления), что обеспечивает хорошее проплавление, формирование обратного валика. Переход от кромки к кромке производится по прямой с постоянным минимальным подъемом. Сварка ведется короткой дугой, но без опирания на «козырек» покрытия. Задержка на кромках — максимальная, переход — более быстрый, но плавный; сечение валика малое («легкий» валик). Диаметр электрода 3 мм. Сварочный ток минимальный 80 А ± 5 А — для V-образной разделки кромок и средний 90-100 А для Х-образной. Сварочный процесс вести непрерывно (исключение — замена электрода и сварка тонкого металла).
Рисунок 7.
Большое значение для качества сварного шва имеет зажигание дуги. Начало зажигания дуги рекомендуется производить в нижней части застывшего кратера, сбоку или в центре шва, где есть доступ к выборке (рис..jpg) 8). Первый проход (из положения 1 в положение 2) следует производить быстро.
8). Первый проход (из положения 1 в положение 2) следует производить быстро.
Это необходимо для выполнения более «плоского» валика, что позволяет стекать шлаку вниз и избежать зашлаковки при возвращении между первым и вторым проходом, поскольку дуга еще не стабилизировалась, а ванна не набрала определенную температуру. При возвращении через место зажигания (положение 3) следует сделать короткую задержку для проплавления начала сварки, и только после стабильного зажигания дуги и разогрева ванны, не допуская затекания шлака в зазор, необходимо перейти центром электрода в зазор (в положение 4). В точке 4 обязательно сделать задержку. Дуга короткая, горит в основном с обратной стороны разделки, оплавляя застывший шлак с обратной стороны и металлическую перемычку, что позволяет сформировать обратный валик без «ямочек» на месте стыковки электродов. Как только дуга начнет в основном гореть с лицевой стороны и жидкий металл выйдет на лицевую сторону разделки, необходим спуститься электродом по одной из кромок (или по центру шва, в зависимости от расположения шлака) и, сгоняя дугой жидкий шлак, пройти по предыдущему проходу.
Рисунок 8.
При корневом валике малого сечения (сварка «лестницей») после первого прохода по краю кратера необходимо (не допуская зашлаковки в зазоре) сразу перемещать электрод в точку 4 (в зазор).
Второй корневой валик.
Второй корневой валик с обратной стороны при Х-образной разделке выполняется электродом диаметром 3 мм на среднем или максимально токе 100-110A. Повышенный сварочный ток необходим для хорошего проплавления обратной стороны корня шва. Предварительно нужно произвести зачистку от шлака, а при необходимости — механическую выборку.
В зависимости от полноты первого или второго корневого валика сварку третьего производить со следующей манипуляцией:
а) когда корневой валик легкий (малого сечения) — вариант 2 или 3 — манипулирование производить «лестницей», проплавляя корневой вали и кромки по краям, при этом обязательно центром дуги (электрода) при манипулировании доходить до края предыдущего валика и произвести задержку;
Рисунок 9.
б) когда корневой валик полный (вариант 1), кроме манипулирования электродом для формирования «нормального» или «вогнутого» второго последующего третьего валиков, помогает в процессе сварки разворот электрода к проплавляемой стенке (плоскости). Это достигается разворотом кисти руки. На рис. 9 показано, в какой момент удобней производит изменение угла электрода. В положении 1 дуга горит на плоскости «а» предыдущем валике, центр дуги направлен на край валика. Электрод расположен приблизительно параллельно плоскости «б». Заполнив кратер электродным металлом и не меняя положения электрода, плавно перейти в положение 2 до касания электродом плоскости «б», а дугой до края валика. Почувствовав опору, произвести разворот кисти (не руки) так, чтобы электрод занял положение 3 (параллельное плоскости «а») и центром дуги проплавлял край предыдущего валика и стенку «б». Заполнив кратер элетродным металлом и не меняя угол электрода, перейти в положение 4, проплавляя дугой предыдущий валик. Коснувшись электродом плоскости «а», произвести разворот кисти и электрода в положение 1 и т.д. С каждым переходом производить подъем электрода в зависимости от формирования валика, ширины и полноты (набранной ванны). При минимальном подъеме и недостаточной скорости манипулирования могут быть подтеки (наплывы) жидкого металла шва на закристаллизовавшийся шов. При чрезмерном подъеме и большой скорости перехода от одной кромки к другой появляются западания, пропуски и подрезы на стенке в зоне шва, на краю и в середине валика. Не рекомендуется производить разворот кисти и электрода в момент перехода от одной кромки к другой. В этом случае трудно сформировать валик в центре шва без подрезов, наплывов и пропусков между чешуйками шва.
Коснувшись электродом плоскости «а», произвести разворот кисти и электрода в положение 1 и т.д. С каждым переходом производить подъем электрода в зависимости от формирования валика, ширины и полноты (набранной ванны). При минимальном подъеме и недостаточной скорости манипулирования могут быть подтеки (наплывы) жидкого металла шва на закристаллизовавшийся шов. При чрезмерном подъеме и большой скорости перехода от одной кромки к другой появляются западания, пропуски и подрезы на стенке в зоне шва, на краю и в середине валика. Не рекомендуется производить разворот кисти и электрода в момент перехода от одной кромки к другой. В этом случае трудно сформировать валик в центре шва без подрезов, наплывов и пропусков между чешуйками шва.
Многослойная и многопроходная сварка вертикальных швов.
При сварке больших толщин применяется многослойная, многопроходная сварка (рис. 10). После корневого валика второй и третий слой варятся электродом диаметром 3 мм или 4 мм (в зависимости от толщины основного металла и от ширины предыдущего валика) в один проход, при этом каждый валик должен быть «вогнутый» или «нормальный», что позволяет добиться качественной сварки последующих валиков. В следующих слоях, при переходе на два, три и более проходов, валики выполняются с небольшим усилением электродом диаметром 4 мм. Между предпоследним валиком каждого слоя и кромкой разделки необходимо оставлять расстояние не менее диаметра электрода с покрытием.
В следующих слоях, при переходе на два, три и более проходов, валики выполняются с небольшим усилением электродом диаметром 4 мм. Между предпоследним валиком каждого слоя и кромкой разделки необходимо оставлять расстояние не менее диаметра электрода с покрытием.
Предпоследний слой не должен выходить за пределы разделки. Рекомендуется оставлять незаполненную разделку от 0,5 мм до 2 мм, что позволяет легче сформировать качественный лицевой слой.
Рисунок 10.
Рисунок 11.
Ширина лицевого слоя.
Ширина лицевого слоя равняется ширине разделки плюс половина диаметра электрода с каждой стороны (рис. 11). Рекомендуется применять манипулирование электродом «лестницей» или «дугой вперед».
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Сварка вертикальных швов — Все о сварке
Существует множество видов и типов сварки. Они делятся по различным классификациям в зависимости от используемого материала, аппарата и типа ведения проводника для создания шва. Одной из таких является сварка вертикальных швов, имеющая ряд особенностей, с которыми мы сейчас познакомимся.
Они делятся по различным классификациям в зависимости от используемого материала, аппарата и типа ведения проводника для создания шва. Одной из таких является сварка вертикальных швов, имеющая ряд особенностей, с которыми мы сейчас познакомимся.
Содержание статьи
- Особенности вертикальной сварки
- Принципы вертикальной сварки
- Условия для качественного вертикального шва
- Технология вертикальной сварки
- Создание шва электродом
- Вертикальный шов полуавтоматом
Особенности вертикальной сварки
Вертикальная сварка имеет сложность в том, что при создании шва, расплавленный металл норовит стекать вниз, чего ни в коем случае нельзя допустить. Если это произойдет, то поверх этой капли варить уже не получится, так как там содержится шлак от электрода.
Для создания качественной дорожки при ручной дуговой сварке, рекомендуется использовать короткую дугу на небольшом токе. При этом, мастер должен совершать движения снизу вверх, чтобы избежать ненужных потеков. Когда из расплавленной капли формируются вертикальные швы, нужно конец электрода убирать немного в сторону, чтобы дать материалу затвердеть и при этом не утратить искру.
Когда из расплавленной капли формируются вертикальные швы, нужно конец электрода убирать немного в сторону, чтобы дать материалу затвердеть и при этом не утратить искру.
Принципы вертикальной сварки
Для создания идеального шва, необходимо придерживаться несколько принципов вертикальной сварки:
- Если сварочные работы производятся на переменном токе, тогда обязательно начинать необходимо снизу. При этом кратер шва наполняется материалом так, что создает объемный валик, который параллельно служит некоторой подставкой для плавленого металла, находящегося немного выше. Таким образом и заполняется шов.
- При электродуговой методике металл в кратере шва при вертикальном положении должен застывать намного быстрее. Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
Условия для качественного вертикального шва
Не все начинающие сварщики понимают, как варить вертикальный шов, чтобы он получился эстетичным, прочным и «правильным» с точки зрения качества. Есть несколько условий, выполняя которые получится идеальный шов практически с первого раза:
Есть несколько условий, выполняя которые получится идеальный шов практически с первого раза:
- во время поджога нужно соблюдать перпендикулярное расположение электрода по отношению к деталям;
- чем короче дуга, тем быстрее кристаллизуется металл и снижается риск потеков, которые портят шов;
- во время формирования дорожки электрод необходимо наклонять, чтобы, металлические капли не стекали вниз;
- если по неосторожности материал потек, нужно увеличить силу тока и ширину шва. Этот маневр даст больше времени для кристаллизации.
При таком подходе к работе шов производится легче и проще, чем при движении вниз. Но при этом качество шва будет немного ниже.
Учитывая, что бывают детали, которые нужно сварить только методикой сверху. Для этого нужно соблюдать осторожность и плавность. Тогда металл не будет стекать и портить изделие. Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
- максимально качественно зачистить детали, убрать с них пыль, грязь, остатки краски или масла, снять оцинкованный слой;
- шов делать точками. В этом случае снижается риск потеков и прожога делали.
 В этом случае снижается риск потеков и прожога делали.
В этом случае снижается риск потеков и прожога делали.Технология вертикальной сварки
Техника сварки вертикальных швов зависит от нескольких факторов:
- особенности металла материалов, которые необходимо соединить;
- тип сварки, который применяется в данном случае;
- мастерство сварщика:
- качество и особенности применяемого оборудования.
Создавать сварочные швы можно несколькими способами:
- сверху вниз с отрывом дуги:
- снизу вверх с отрывом дуги;
- сверху вниз без отрыва дуги:
- снизу вверх без отрыва дуги.
Создание шва электродом
Сварка в вертикальном положении требует больше внимания и усилий, чем в горизонтальном. Это связанно с возможными потеками металла. Для начинающих сварщиков проще будет формировать сварочный шов с отрывом дуги. Таким образом, материал быстро застывает. Для удобства процесса в это время электрод можно опирать на край сварного кратера. Во время формировки дорожки движения производятся, как с отрывом дуги, так и без отрыва – зигзагом, полумесяцем, петельками или валиком – «вверх-вниз».
Если же вы решили произвести сварку вертикального шва сверху вниз, то это производится очень короткой дугой. Предварительно потребуется немного тренировки, чтобы научится плавить металл, но избежать его растеканию вниз. Здесь важно правильно держать электрод – строго перпендикулярно кромкам кратера. При возбуждении дуги и создания валика его немного нужно наклонить вниз (на 45 градусов).
Рекомендуемый диаметр электрода 4-5 мм при силе тока не более 170А.
Как правильно варить вертикальный шов без отрыва, можно посмотреть в этом видеоуроке:
Вертикальный шов полуавтоматом
Сварка вертикальных швов полуавтоматом может производиться по нескольким методикам:
- «Треугольник» – это технология, применяемая для тонкого металла, толщиной не более 2 мм. Она основана на стандартном принципе ведения проводника снизу вверх. При этом расплавленный металл находится выше застывшего, который уже образовал небольшой валик и не позволяет «новоиспеченным» каплям стекать по дорожке вниз. При выполнении вертикальных швов инвертором необходимо правильно перемещать проводник, чтобы сварочная ванна получилась немного под углом. Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.
 При этом расплавленный металл находится выше застывшего, который уже образовал небольшой валик и не позволяет «новоиспеченным» каплям стекать по дорожке вниз. При выполнении вертикальных швов инвертором необходимо правильно перемещать проводник, чтобы сварочная ванна получилась немного под углом. Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.
При этом расплавленный металл находится выше застывшего, который уже образовал небольшой валик и не позволяет «новоиспеченным» каплям стекать по дорожке вниз. При выполнении вертикальных швов инвертором необходимо правильно перемещать проводник, чтобы сварочная ванна получилась немного под углом. Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.- «Лестница» используется в том случае, когда между спаиваемыми деталями образуется слишком большой зазор. Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.
- «Елочка». Данная технология идеально подходит для сварки полуавтоматом зазоров не более 2-3 мм. В этом случае электрод нужно перемещать по определенной траектории. И в результате получится шов как елочка. Начинать необходимо от одной из сторон и вести его по стенке кромки на себя. Когда наплавится металл нужно опустить электрод и немного остановиться, чтобы проплавить изделие. Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.
 Данная технология идеально подходит для сварки полуавтоматом зазоров не более 2-3 мм. В этом случае электрод нужно перемещать по определенной траектории. И в результате получится шов как елочка. Начинать необходимо от одной из сторон и вести его по стенке кромки на себя. Когда наплавится металл нужно опустить электрод и немного остановиться, чтобы проплавить изделие. Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.
Данная технология идеально подходит для сварки полуавтоматом зазоров не более 2-3 мм. В этом случае электрод нужно перемещать по определенной траектории. И в результате получится шов как елочка. Начинать необходимо от одной из сторон и вести его по стенке кромки на себя. Когда наплавится металл нужно опустить электрод и немного остановиться, чтобы проплавить изделие. Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.В представленном видео можно посмотреть, как правильно сваривать детали при вертикальном положении:
В заключение стоит отметить, что вертикальный шов требует особого внимания, так как есть риск стекания раскаленного металла. Во избежание этого, существует несколько технологий, позволяющих варить железо в вертикальном положении. Если придерживаться всех норм и правил, тогда получится качественный и надежный шов без «налипания» слоев металла и шлака. Варить такие дорожки можно несколькими методиками – полуавтоматической и ручной сваркой. Каждый из способов имеет и преимущества и недостатки при создании шва, но выбирая среди всех существующих видов, эти самые лучшие и простые, особенно для начинающих мастеров.
Если придерживаться всех норм и правил, тогда получится качественный и надежный шов без «налипания» слоев металла и шлака. Варить такие дорожки можно несколькими методиками – полуавтоматической и ручной сваркой. Каждый из способов имеет и преимущества и недостатки при создании шва, но выбирая среди всех существующих видов, эти самые лучшие и простые, особенно для начинающих мастеров.
Техника выполнения швов — Техника дуговой сварка
Техника выполнения швов
Категория:
Техника дуговой сварка
Техника выполнения швов
Зажигание дуги. Существует два способа зажигания дуги покрытыми электродами — прямым отрывом и отрывом по кривой. Первый способ называют зажиганием впритык. Второй напоминает движение при зажигании спички и поэтому его называют чирканьем.
Сварщики успешно используют оба способа зажигания дуги, причем первый чаще применяется при сварке в узких и неудобных местах.
Длина дуги. Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, чтобы ее длина была постоянной. От правильно выбранной длины дуги весьма сильно зависят производительность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью, равной скорости плавления электрода. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Нормальной считают длину дуги, равную 0,5—1,1 диаметра стержня электрода (в зависимости от типа и марки электрода и положения сварки в пространстве). Увеличение длины дуги снижает устойчивое ее горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей атмосферы на расплавленный металл.
Положение электрода. Наклон электрода при сварке зависит от положения сварки в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия.
Направление сварки может быть слева направо, справа налево, от себя и к себе.
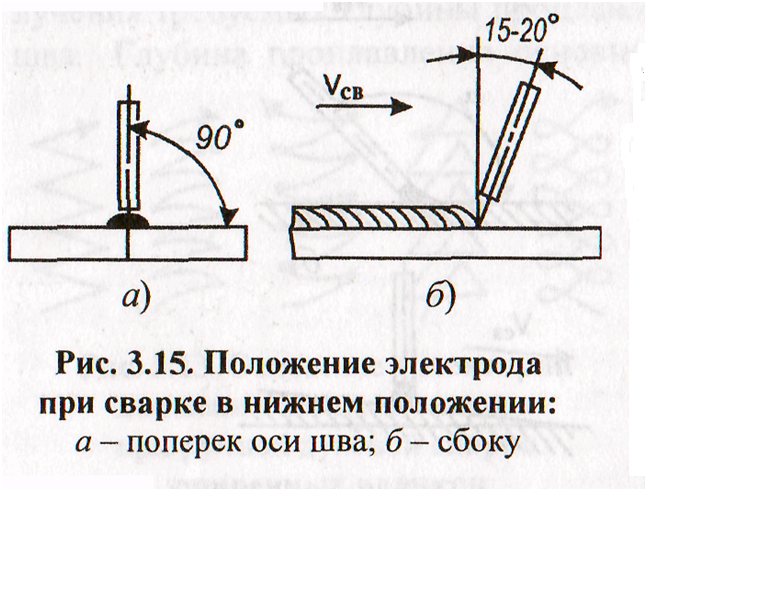
Независимо от направления сварки положение электрода должно быть определенным: он должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на наибольшую глубину. Для получения плотного и ровного шва при сварке в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 15° от вертикали в сторону ведения шва.
Обычно дуга сохраняет направление оси электрода; указанным наклоном электрода сварщик добивается максимального проплавления металла изделия. При этом улучшается формирование шва, а также уменьшается скорость охлаждения металла сварочной ванны, что предотвращает образование горячих трещин в шве.
Рис. 1. Направления сварки (а) и наклон электрода (б)
При шланговой полуавтоматической сварке положение электродной проволоки аналогично положению электрода при ручной сварке покрытыми электродами.
Угол наклона электрода при ручной сварке в нижнем, вертикальном, потолочном и горизонтальном положениях приведен на рис. 1, б.
1, б.
Колебательные движения электрода. Для получения валика нужной ширины производят поперечные колебательные движения электрода. Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь силой сварочного тока и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода. Такие узкие (ниточные) валики применяют при сварке тонких листов, при наложении первого (корневого) слоя многослойного шва, при сварке по способу опирания и в других случаях.
Чаще всего применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений электрода.
Наиболее распространенные виды поперечных колебательных движений электрода при ручной сварке:
– прямые по ломаной линии;
– полумесяцем, обращенным концами к наплавленному шву;
– полумесяцем, обращенным концами к направлению сварки;
треугольниками;
– петлеобразные с задержкой в определенных местах.
Рис.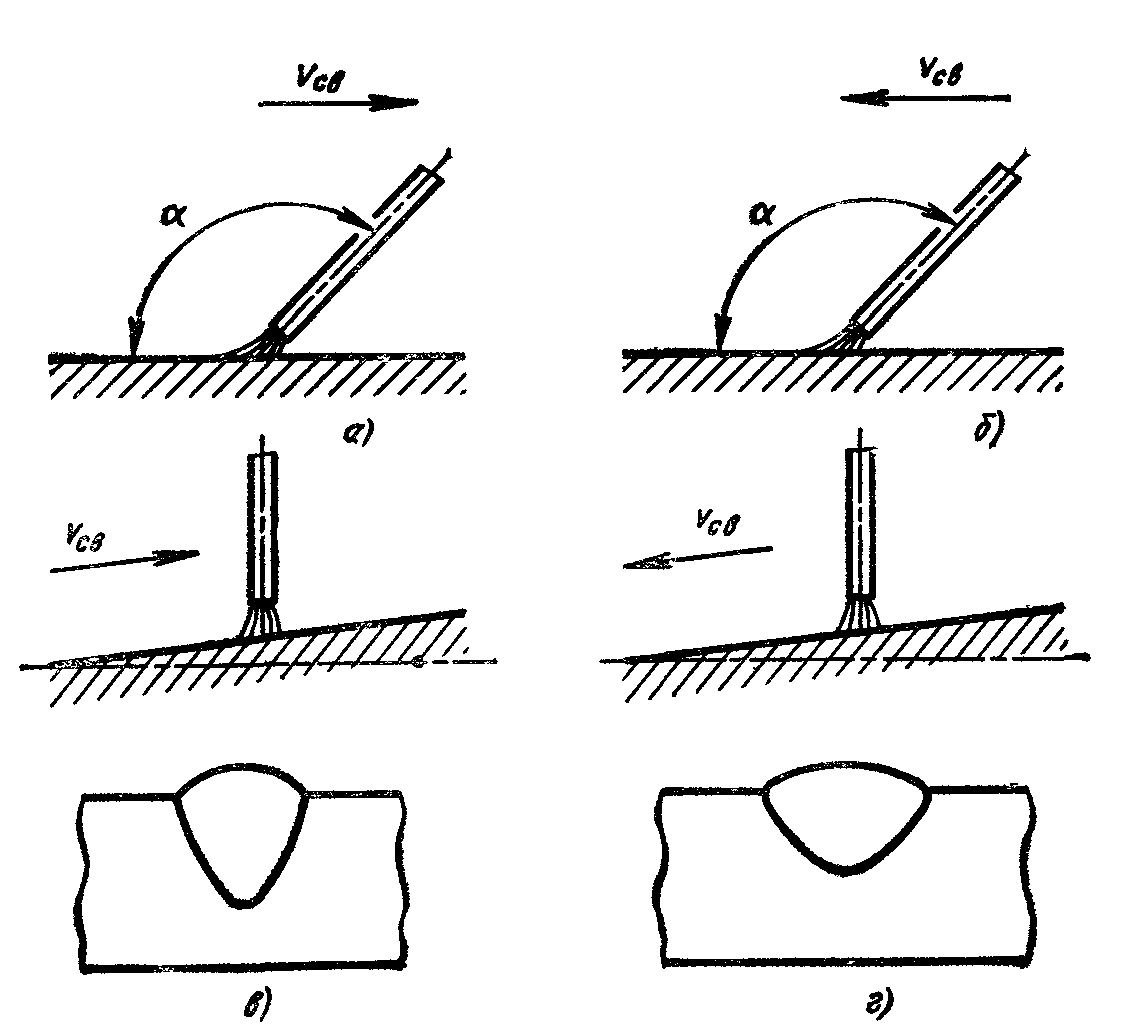 2. Основные виды поперечных движений конца электрода:
а, б, в, г — при обычных швах
2. Основные виды поперечных движений конца электрода:
а, б, в, г — при обычных швах
Поперечные движения по ломаной линии часто применяют для получения наплавочных валиков, при сварке листов встык без скоса кромок в нижнем положении и в тех случаях, когда нет возможности прожога свариваемой детали.
Движения полумесяцем, обращенным концами к наплавленному шву, применяют для стыковых швов со скосом кромок и для угловых швов с катетом менее 6 мм, выполняемыми в любом положении электродами диаметрами до 4 мм.
Движения треугольником неизбежны при выполнении угловых швов с катетами шва более 6 мм и стыковых со скосом кромок в любом пространственном положении. В этом случае достигается хороший провар корня и удовлетворительное формирование шва.
Петлеобразные движения применяют в случаях, требующих большого прогрева металла по краям шва, главным образом при сварке листов из высоколегированных сталей. Эти стали обладают высокой текучестью и для удовлетворительного формирования шва приходится задерживать электрод на краях, с тем чтобы предотвратить прожог в центре шва и вытекание металла из сварочной ванны при вертикальной сварке. Петлеобразные движения можно с успехом заменить движениями полумесяцем с задержкой дуги по краям шва.
Петлеобразные движения можно с успехом заменить движениями полумесяцем с задержкой дуги по краям шва.
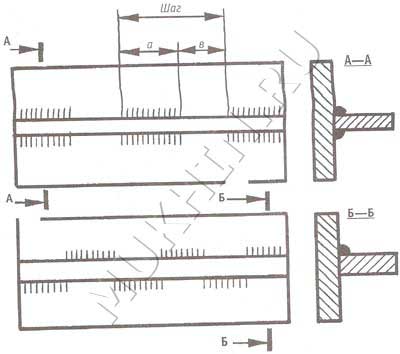
Способы заполнения шва по длине и сечению. Швы по длине выполняют иапроход и обратноступенчатым способом. Сущность способа сварки напроход заключаются в том, что шов выполняется от начала до конца в одном направлении.
Обратноступенчатый способ состоит в том, что длинный шов делят на сравнительно короткие участки.
По способу заполнения швов по сечению различают однослойные швы, многопроходные многослойные и многослойные.
Если число слоев равно числу проходов, то такой шов называют многослойным. Если некоторые из слоев выполняются за несколько проходов, то такой шов называют многопроходным.
Рис. 3. Схемы заполнения швов по сечению: а — однослойный и однопроходный, б — многослойный и многопроходный, в — многослойный
Рис. 4. Схемы заполнения многослойного шва с малым интервалом времени: а. б— секциями, а — каскадом, е — горкой
Многослойные швы чаще применяют в стыковых соединениях, многопроходные — в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняются способами двойного слоя, секциями, каскадом и горкой, причем в основу всех этих способов положен принцип обратноступенчатой сварки.
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака. Сварка на длине 200—400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15— 20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20—25 мм и более для предотвращения трещины применяют сварку каскадом или горкой. Заполнение многослойного шва для сварки секциями и каскадом производится, как видно из рис. 49, по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200° С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью и трещин не образуется. Длина ступени при каскадной сварке равна 200—400 мм, а при сварке секциями — больше. Сварка горкой производится проходами по всей толщине металла. Способ сварки выбирается в зависимости от химического состава и толщины металла, числа слоев и жесткости свариваемого изделия.
Длина ступени при каскадной сварке равна 200—400 мм, а при сварке секциями — больше. Сварка горкой производится проходами по всей толщине металла. Способ сварки выбирается в зависимости от химического состава и толщины металла, числа слоев и жесткости свариваемого изделия.
Многослойная сварка имеет перед однослойной следующие преимущества:
1. Уменьшается объем сварочной ванны, в результате чего скорость остывания металла возрастает и размер зерен уменьшается.
2. Химический состав металла шва близок к химическому составу наплавленного металла, так как малая сила сварочного тока при многослойной сварке способствует расплавлению незначительного количества основного металла.
3. Каждый последующий слой шва термически обрабатывает металл предыдущего слоя и околошовный металл имеет мелкозернистую структуру с повышенной пластичностью и вязкостью.
Каждый слой шва должен иметь толщину 3—5 мм (при сварке низкоуглеродистой стали) в зависимости от силы сварочного тока.
При сварочном токе 100 А дуга расплавляет металл верхнего слоя на глубину около 1,5 мм, а металл нижнего слоя (глубина более 1,5 мм) нагревается от 1500 до 1100 °С и при быстром охлаждении образует мелкозернистую литую структуру.
При сварочном токе 200 А толщина слоя может быть увеличена до 5 мм, а термическая обработка нижнего слоя произойдет на глубине около 2,5 мм.
Термическая обработка металла корневого шва с получением мелкозернистой структуры осуществляется нанесением подварочно-го валика, который выполняется электродом диаметром 3 мм при сварочном токе 100 А. Перед нанесением подварочного валика корень шва очищают термической резкой или резцом. Подвароч-ный валик накладывается по длине напроход.
Термическая обработка металла верхнего слоя выполняется нанесением отжигающего (декоративного) слоя. Толщина отжигающего слоя должна быть минимальной (1—2 мм), обеспечивающей высокую скорость остывания и мелкозернистую структуру верхнего слоя. Отжигающий слой выполняется электродами диаметрами 5—6 мм при токе 200—300 А в зависимости от толщины листа.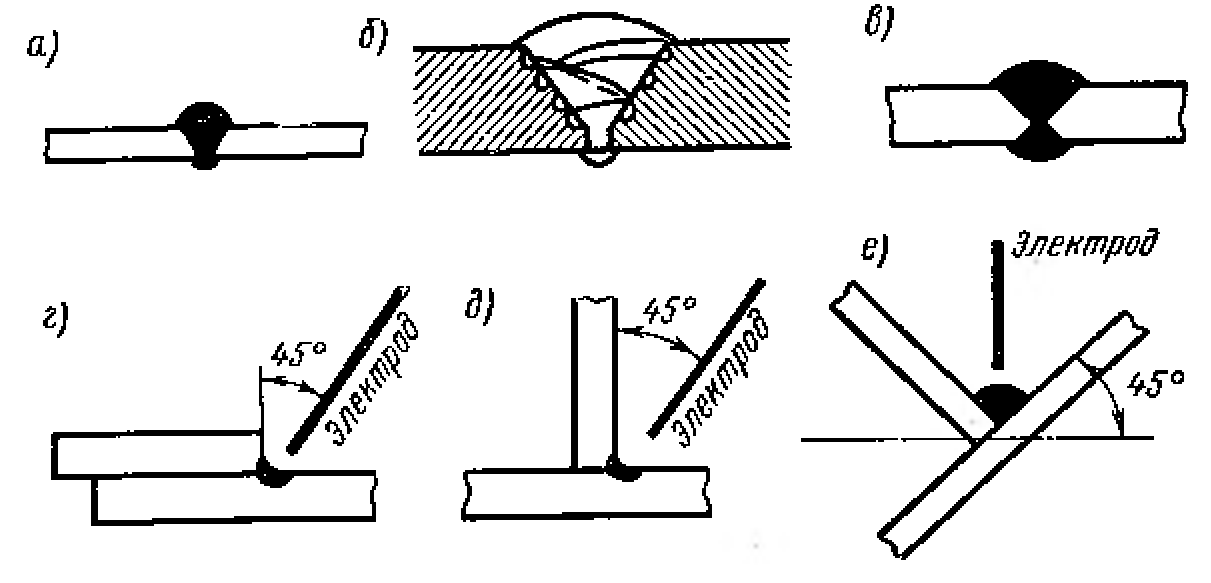
Концовка шва. В конце шва нельзя сразу обрывать дугу и оставлять на поверхности металла кратер. Кратер может вызвать появление трещины в шве вследствие содержания в нем примесей, прежде всего серы и фосфора. При сварке низкоуглеродистой стали кратер заполняют электродным металлом или выводят его в сторону на основной металл. При сварке стали, склонной к образованию закалочных микроструктур, вывод кратера в сторону недот устим ввиду возможности образования трещины. Не рекомендуется заваривать кратер за несколько обрывов и зажиганий дуги ввиду образования окисных загрязнений металла. Лучшим способом окончания шва будет заполнение кратера металлом за счет прекращения поступательного движения электрода вниз и медленного удлинения дуги до ее обрыва.
Реклама:
Читать далее:
Выбор режима сварки
Статьи по теме:
Ручная дуговая сварка — Сварка MMA штучными электродами — Статьи о сварке
Ручная дуговая сварка MMA – сварка покрытыми штучными плавящимися электродами.
Сварка ММА (Manual Metal Arc) – это электродуговая сварка, которая была открыта русским ученым Н.Н. Бернандосом в 1882 году. Он впервые использовал электрический ток для соединения заготовок стали с помощью угольного электрода. В то время сварка осуществлялась непокрытыми электродами, то есть стальной проволокой. В 1904 году швед Оскар Челльберг (основатель концерна «ESAB») изобрел покрытый обмазкой сварочный электрод. Ручная дуговая сварка MMA – это сварка покрытыми штучными электродами, которая заключается в том, что источник сварочного тока, подключенный к сети, имеет два кабеля с разной полярностью, при помощи которых сварочный ток подается к свариваемым деталям. Один кабель, с зажимом на конце, именуется массой (клемма заземления) и крепится к стальной заготовке. Второй кабель имеет держатель для сварочного электрода, при помощи которого происходит сварка металла. При данном типе сварки тепловая энергия вызывает плавление металла и образование сварочной ванны, при остановке теплового воздействия электрического тока металл остывает и кристаллизуется – так образуется сварочный шов. Металл сварочного электрода переходит в сварочную ванну. Благодаря различным химическим составам обмазки сварочного электрода меняется химический состав и свойства металла сварного шва, а также образуются газообразные соединения, защищающие сварочную ванну от воздействия окружающей среды.
Металл сварочного электрода переходит в сварочную ванну. Благодаря различным химическим составам обмазки сварочного электрода меняется химический состав и свойства металла сварного шва, а также образуются газообразные соединения, защищающие сварочную ванну от воздействия окружающей среды.
Основы ручной дуговой сварки.
Электродуговая сварка может проходить на переменном (AC) и постоянном (DC) токе. При сварке на переменном токе сварочная дуга слабоустойчива, необходимы профессиональные навыки сварки в сравнении с постоянным током. Сварка на постоянном токе является единственным способом электросварки некоторых металлов и сплавов. При ручной дуговой сварке особую роль играет выбор полярности подключения сварочного аппарата.
-
Прямая полярность – это когда «минус» подключен к электроду, а «плюс» на клемме заземления или на массе. При это способе подключения ток поступает от электрода к заготовке металла, которая нагревается, а электрод остается при этом холодным. В основном сварка MMA при прямой полярности применяется для сварки листового металла, имеет узкую сферу применения.
- Обратная полярность – это когда «плюс» подключен к электроду, а «минус» на клемме массы или заземления. В таком случае сварочный ток подается от металла на электрод, происходит нагрев и плавление сварочного электрода. Сварка на обратной полярности наиболее распространена.
 В основном сварка MMA при прямой полярности применяется для сварки листового металла, имеет узкую сферу применения.
В основном сварка MMA при прямой полярности применяется для сварки листового металла, имеет узкую сферу применения.Следующий шаг – это выбор сварочного тока в зависимости от толщины свариваемого металла. За основу можно взять правило: около 40 А тока на 1 мм металлической заготовки. То есть при сварке металла толщиной 3 мм используется сварочный ток в 100 – 140 А. Немаловажным понятием является значение ПВ% сварочного аппарата, не забывайте про него при выставлении нужного Вам значения сварочного тока на сварочном аппарате.
Розжиг дуги. Сварочная дуга разжигается двумя способами: касание кончика электрода и заготовки металла и резкий отрыв электрода; несколько чиркающих прикосновений сварочного электрода к заготовке свариваемого металла. При соблюдении одинакового расстояния между электродом и свариваемым металлом при сварке обеспечивается стабильная не затухающая дуга. При слишком маленьком расстоянии между заготовкой и электродом, сварочный электрод попросту прилипнет к металлу; при слишком большом расстоянии — сварочная дуга потухнет (погаснет). Для стабильной и качественной ручной дуговой сварки необходимы практические навыки сварочного дела, качественные и правильно выбранные сварочные материалы и сварочное оборудование.
Что такое дуговая сварка? — Определение и типы процессов
Дуговая сварка — это тип процесса сварки, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный (DC), либо переменный (AC) ток.
Эта статья входит в серию часто задаваемых вопросов TWI.
Если у вас есть вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
contactus @ twi. co.uk
co.uk
Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника переменного или постоянного тока создает интенсивное тепло около 6500 ° F, которое плавит металл в месте соединения двух заготовок.
Дуга может управляться вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и одновременно плавится в сварочной ванне, подавая присадочный металл в соединение.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагреве дугой до высоких температур, для сведения к минимуму контакта расплавленного металла с воздухом используется защитный газ или шлак. После охлаждения расплавленные металлы затвердевают, образуя металлургическую связь.
Какие бывают типы дуговой сварки?
Этот процесс можно разделить на два разных типа; методы плавления и неплавящегося электрода.
Методы расходных электродов
Сварка металлов в инертном газе (MIG) и сварка металлов в активном газе (MAG)Также известная как Газовая дуговая сварка металла (GMAW) , использует защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка защищенного металла (SMAW) Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка под защитным флюсом или дуговая сварка — это процесс, при котором дуга зажигается между металлическим стержнем (электрод с покрытием из флюса) и заготовкой. поверхность стержня и заготовки плавятся, образуя сварочную ванну. Одновременное плавление флюсового покрытия на стержне приведет к образованию газа и шлака, который защищает сварочную ванну от окружающей атмосферы.Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданный как альтернатива SMAW, FCAW использует непрерывно подаваемый расходный порошковый электрод и источник постоянного напряжения, что обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, чтобы обеспечить защиту от загрязнения.
Дуговая сварка под флюсом (SAW)Часто используемый процесс с непрерывной подачей расходуемого электрода и защитным слоем из плавкого флюса, который становится проводящим при расплавлении, обеспечивая прохождение тока между деталью и электродом.Флюс также помогает предотвратить разбрызгивание и искры, подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW основывается на зажигании электрической дуги до того, как добавка флюса погасит дугу. Флюс плавится, когда расходный материал проволоки подается в ванну расплава, что создает расплавленный шлак на поверхности ванны. Тепло для плавления проволоки и краев пластины генерируется за счет сопротивления расплавленного шлака прохождению электрического тока.Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепеж, обычно с фланцем с выступами, которые плавятся для создания соединения, с другой металлической деталью.
Методы использования нерасходуемых электродов
Сварка вольфрамом в среде инертного газа (TIG)Также известная как Gas Tungsten Arc Welding (GTAW) , использует неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и ванны расплава от атмосферного загрязнения.
Плазменно-дуговая сварка (PAW)
Подобно TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, которые расположены внутри корпуса резака. Электрическая дуга используется для ионизации газа в горелке и создания плазмы, которая затем проталкивается через мелкое отверстие в аноде, чтобы достичь опорной плиты. Таким образом плазма отделяется от защитного газа.
Руководство по сварке конструкций на AWS • SAGU Engineering
Процессы дуговой сваркиПроцессы дуговой сварки основаны на плавлении.Термоядерный синтез требует близости и чистоты на атомном уровне, и то и другое может быть достигнуто путем экранирования расплавленной лужи газом или шлаком. Существует несколько типов процессов дуговой сварки:
Дуговая сварка защищенного металла (SMAW)Электрическая дуга возникает между концом покрытого металлического электрода и стальными деталями, которые необходимо сваривать (Рисунок 1). Электрод представляет собой присадочный металл с покрытием. Покрытие электрода имеет две цели: 1) оно создает газовую защиту, предотвращающую попадание атмосферных примесей в сварной шов, и 2) оно содержит флюс, очищающий расплавленный металл.
SMAW — это почти исключительно процесс ручной дуговой сварки. Благодаря своей универсальности и простоте, он особенно доминирует в сфере технического обслуживания и ремонта. Наиболее распространенные проблемы качества, связанные с SMAW, включают разбрызгивание сварочного шва, пористость, плохое сплавление, неглубокий провар и растрескивание.
Рисунок 1: Дуговая сварка металлическим экраном SMAW
Газовая дуговая сварка металлов (GMAW)Газовая дуговая сварка металла (GMAW) — быстрая и экономичная.Как показано на рисунке 2, в сварочную горелку подается непрерывная проволока. Проволока плавится и соединяется с основным металлом, образуя сварной шов. Расплавленный металл сварного шва защищен от атмосферы газовым экраном, который по трубопроводу подводится к наконечнику сварочного пистолета. Процесс может быть полуавтоматическим или автоматическим. Его нельзя использовать в ветреную погоду, поскольку потеря защитного газа из воздушного потока приведет к образованию пористости в сварном шве. Как правило, сварка GMAW в полевых условиях не допускается.
Рисунок 2: Газовая дуговая сварка металла GMAW
Дуговая сварка порошковой проволокой (FCAW)Дуговая сварка порошковой проволокой (FCAW) похожа на процесс GMAW и обычно выполняется полу / полностью автоматическими методами. Разница в том, что присадочная проволока имеет центральный сердечник, содержащий флюс (см. Рисунок 3). С помощью этого процесса можно сваривать с защитным газом или без него, что делает его полезным для открытых условий, когда на защитный газ может влиять ветер.
Рисунок 3: Дуговая сварка порошковой проволокой FCAW
Дуговая сварка под флюсом (SAW)Дуговая сварка под флюсом (SAW) обычно выполняется полу / полностью автоматическим или ручным способом. Как показано на рис. 4, в нем используется электрод из присадочного металла с непрерывной подачей. Сварочная ванна защищена от окружающей атмосферы слоем гранулированного флюса, подаваемого на сварочную горелку. Это приводит к более глубокому проплавлению сварного шва, чем другие процессы. Однако можно использовать только плоское или горизонтальное положение.
Рисунок 4: Дуговая сварка под флюсом под флюсом
Выбор процесса
Выбор процесса сварки обычно остается за подрядчиком. Характеристики различных процессов:
- ПИЛА: длинные, большие, полуавтоматические / полностью автоматические или ручные методы.
- FCAW: полу / полностью автоматические методы.
- SMAW: малая, разная, ремонтная, прихватка и ручной метод.
- GMAW: полу / полностью автоматические методы в магазине.
Как правило, сварка в полевых условиях не разрешается Уполномоченным органом, если иное не указано на планах или не одобрено инженером.Уполномоченный контроллер разрешает сварку конструкций в полевых условиях методом SMAW с использованием электродов с низким содержанием водорода E7018 для низкоуглеродистых и высокопрочных низколегированных сталей при условии, что присадочный металл соответствует прочности основного металла.
Сварные соединения конструкций
Сварное структурное соединение передает нагрузки между элементами. Элементы прикрепляются к соединению с помощью сварных соединений, которые передают нагрузки между элементами и соединением. На рис. 5 показано соединение, в котором несколько элементов соединяются вместе с помощью косынок.
Рисунок 5: Сварное соединение
Типы соединений
На рисунке 6 показаны различные типы соединений.
Рисунок 6: Типы соединений
Типы сварных швов
Есть несколько типов сварных швов. Наиболее важными из них являются сварные швы с разделкой кромок и угловые швы.
Сварка с разделкой кромок
Как показано на рис. 7, сварные швы с разделкой кромок могут быть полными проплавленными швами (CJP), также называемыми швами с полным проплавлением или сквозными сварными швами, или частичными проварами швов (PJP), также называемыми частичным проваром или частичными швами с загнутым уголком.Каждый тип сварного шва с разделкой кромок может иметь множество возможных конфигураций.
Подготовка необходима, поскольку сварочный процесс обычно не может проникнуть на необходимую глубину плавления. Как показано на рисунке 7, возможны различные приготовления. Профили толщиной до 3/8 дюйма могут быть подготовлены под квадратную кромку с использованием предварительно квалифицированного WPS.
Всего:
- Подготовка канавок под V-образную и фаску выполняется проще всего.
- Подготовка U- и J-образных канавок дороже, поскольку требует механической обработки или воздушно-дуговой строжки.
Все препараты имеют одинаковую крепость (поскольку у них одинаковая эффективная горловина).
Рисунок 7: Типы сварных швов с разделкой кромок
Терминология для сварных швов с разделкой кромок
На рис. 8 показана общепринятая терминология для сварных швов с разделкой кромок.
Рисунок 8: Терминология, используемая для сварки с разделкой кромок
CJP Сварка с разделкой кромок Односторонний или двустороннийДля односторонних сварных швов CJP требуется стальная подкладка.Без поддержки требуется квалификация WPS для обеспечения полного развития горла.
Двусторонние сварные швы CJP требуют обратной строжки. Без обратной строжки требуется квалификация WPS для обеспечения полного прохождения горловины. Выбор основан на:
- Доступ.
- Контроль искажений.
- Экономика.
Задняя строжка — это удаление сварного шва и основного металла дуговой строжкой или шлифованием с другой стороны частично сварного соединения для обеспечения полного проплавления и проплавления при последующей сварке с этой стороны (Рисунок 9).
Рисунок 9: Задняя строжка
Зона теплового воздействияКак показано на Рисунке 10, зона термического влияния (HAZ) — это область основного материала, который не расплавился, и его микроструктура и свойства были изменены в результате сварки.
Рисунок 10: Зона термического влияния
ПодложкаПодложка определяется как материал, помещаемый в основании сварного шва с целью поддержки расплавленного металла сварного шва (рисунок 11a).Его функция — способствовать полному проникновению в сустав. Подложка под сварку может быть стальной, медной или керамической.
Стальную подкладку на сварных швах поперек направления напряжения следует удалить, а стык отшлифовать до плоского состояния. В противном случае сварной шов может растрескаться, как показано на Рисунке 11b.
Подложка имеет рекомендованную минимальную толщину для предотвращения протекания. Например, для SMAW это 3/16 дюйма. В таблице 1 приведены минимальные толщины для других процессов.
Максимальный зазор между основой и основным металлом составляет 1/16 дюйма.Если есть зазор, это повлияет на качество сварки и UT, а также может увеличить затраты на ремонт и испытания.
Требуется разрешение инженера, если используется подложка из не основного металла.
Рисунок 11: Основа под сварку
Таблица 1: Минимальная толщина стальной основы
PJP Сварка с разделкой кромок
Сварка с разделкой кромокPJP может использоваться в стыковых, тавровых и угловых соединениях. Их также можно использовать для стыков колонн (стыковое соединение при сжатии) или угловых соединений сборных коробчатых колонн.Размер горловины меньше толщины материала, и сварной шов может или не может полностью раскрыть емкость прикрепленного материала. AWS D1.5 предоставляет данные, прошедшие предварительную квалификацию.
Эффективный размер сварного шва PJPНа Рисунке 12 показан эффективный размер сварного шва для сварных швов PJP.
Рисунок 12: Эффективный размер сварного шва для PJP-сварного шва с разделкой кромок
Минимальный эффективный размер сварного шва PJPМинимальный эффективный размер сварного шва зависит от толщины более толстого соединенного элемента.Он основан на вопросах, связанных со сваркой (а не на прочности), а именно на плавлении и растрескивании. Также необходимо ввести минимальное количество энергии в сустав; т.е. размер сварного шва коррелирует с погонной энергией. В таблице 2 показан минимальный размер сварного шва PJP в зависимости от толщины детали.
Таблица 2: Минимальный размер сварного шва PJP
Рекомендации по PJPПоперечное сечение стыка не полностью проплавлено, что может создавать концентраторы напряжений.
Односторонний PJP: убедитесь, что не происходит вращения вокруг основания соединения.Мембраны, ребра жесткости и правильная конфигурация шарниров могут предотвратить вращение.
Двусторонний PJP: требует меньше металла сварного шва. Обычно это более выгодно для контроля искажений. Герметичное соединение также предотвращает попадание воды и других веществ, вызывающих коррозию, в зазор между свариваемыми деталями.
Соединения с канавкой и развальцовкой нельзя использовать для соединения конструкционной стали в мостах.
Угловые швыНа рисунке 13 показана общепринятая терминология для угловых швов.
Рисунок 13: Терминология углового сварного шва
Минимальный размер углового сварного шваМинимальный размер зависит от толщины более толстой соединяемой детали. Минимальный размер углового сварного шва не должен превышать толщину более тонкой соединяемой детали (Таблица 3).
Таблица 3: Минимальный размер углового сварного шва для однопроходных сварных швов
Максимальный размер углового сварного шваМаксимальный размер установлен во избежание плавления верхнего края элемента (уменьшение сварного шва).Это относится только к сварным швам, выполненным вдоль кромок (стыки внахлест, некоторые угловые стыки). Таблица 4 показывает этот предел.
Таблица 4: Максимальный размер углового сварного шва
Конечная отдача (бокс)Бокс — это продолжение углового шва вокруг угла элемента (Рисунок 14). Он обеспечивает качественную заделку сварных швов, обеспечивает некоторое сопротивление выдергиванию и герметизирует сварной шов.
Его следует использовать при поддержании растягивающего усилия, которое не параллельно оси сварного шва.Длина обратной линии должна быть как минимум в два раза больше размера сварного шва и должна быть указана на конструктивных и технических чертежах.
Рисунок 14: Возврат торца при угловой сварке
Прерывание углового шваХорошей практикой является прекращение угловых сварных швов на концах соединения. Он предотвращает подрезы, улучшает качество сварки и не приводит к уменьшению длины сварного шва для начальной или конечной кратера. Сварные швы на противоположных сторонах общей плоскости должны быть непрерывными, а углы должны быть отшлифованы, чтобы исключить зазубрины больше 0.01 дюйм. Эти сварные швы обеспечивают плавный переход к металлу шва после шлифовки.
Рекомендации по угловым сварным швамСоединяемые элементы в Т-образном соединении перед соединением угловыми швами следует привести как можно ближе к контакту. Увеличение зазора приводит к уменьшению зева и визуально не проявляется. Если зазор больше 1/16 дюйма, увеличьте размер углового сварного шва на размер зазора и ограничьте его зазором 3/16 дюйма для соединительных элементов толщиной менее 3 дюймов и зазором 5/16 дюймов для соединительных элементов. толщиной более 3 дюймов.
Сварные швы с заглушкой и пазомНа Рисунке 15 показаны сварные швы с электрозаклепкой и пазами. Они наносятся на стыки внахлест (центральная часть пластин дублера). Они передают нагрузку за счет сдвига или предотвращают коробление притертых деталей. Эти типы сварных швов требуют равномерного проплавления до основания стыка. Глубина заполнения — это толщина пластины, если она меньше 5/8 дюйма, и половина толщины пластины, если пластина больше 5/8 дюйма.
Рисунок 15: Сварные швы с заглушкой и пазом
Рекомендации по сварке вставками и пазамиИспользуйте сварочные процессы SMAW, GMAW или FCAW.Минимальный диаметр отверстия (или ширина паза) как минимум на 5/16 дюйма больше толщины детали.
Максимальный диаметр отверстия (или ширина паза) больше минимального диаметра плюс 1/8 дюйма или 2,25 раза больше толщины детали.
Длина паза не должна превышать 10-кратную толщину детали, а конец паза должен быть полукруглым.
Расстояние между центрами (электрозаклепка):
- Минимум: в четыре раза больше диаметра отверстия.
- Максимум: Минимальный интервал плюс 1/2 дюйма.
Расстояние между центрами (щелевые швы):
- Поперечный минимум: в четыре раза больше ширины паза.
- Продольный минимум: вдвое больше длины паза.
Сварные выступы (удлинители и отводные пластины) обеспечивают надежное начало и окончание сварки (Рисунок 16). Это вспомогательные куски материала, которые выступают за конец стыка и выровнены как продолжение основной геометрии стыка (параллельно оси сварного шва).
Все одобренные недрагоценные металлы, включая конструкционную сталь класса 36 AASHTO M 270 (ASTM A 709); AASHTO M 270 Grade 50 Type 1, 2 или 3 из высокопрочной конструкционной стали; или марки стали, одобренные инженером, могут использоваться для сварных швов, за исключением стали 100 тысяч фунтов на квадратный дюйм с более низким прочным основным металлом.
Они должны быть не меньше толщины (горловины) сварного шва с разделкой кромок и должны быть удалены после завершения сварки. Конец сварных швов должен быть гладким и заподлицо с краем примыкающей части после удаления выступов.
Рисунок 16. Приварные выступы перед сваркой
Отверстия для доступа под сварку
Разрешить доступ для сварки или вставки основы. Они должны быть достаточно большими, чтобы сварщик мог видеть сварочную ванну, а также позволять проводить очистку и визуальный осмотр сварного шва между проходами.
Отверстия для доступа должны быть надлежащего размера с гладкой поверхностью (без зазубрин и канавок). Неправильные отверстия могут привести к усталостному растрескиванию.
Прочность присадочного металла
Присадочный металл может не совпадать, совпадать или превосходить основной металл.
Согласование определяется как функция прочности на разрыв, а не предела текучести. В частности, предел текучести присадочного металла обычно больше, чем у основного металла, и поэтому он способствует текучести основного металла (желательно).
При соединении сталей различной прочности учитывать основной металл меньшей прочности.
Практически все присадочные металлы имеют предел прочности на разрыв 70 тысяч фунтов на квадратный дюйм.
Рекомендации по присадочному металлуНикогда не требуется присадочный металл с превосходным качеством.
Для подходящего присадочного металла выберите электрод или комбинацию электрод / флюс из AWS D1.5.
Для неподходящего присадочного металла, при подгонке до 10 тысяч фунтов на квадратный дюйм.
Сварные швы и болты в одном соединенииСварные швы в сочетании с болтами не разделяют нагрузку. Сварные швы более жесткие, поэтому сначала несите нагрузку. Таким образом, сварные швы должны выдерживать всю нагрузку. Болты, использованные для сборки, можно оставить на месте (если не указано иное). Инженер укажет, следует ли заполнять отверстия, если сборочные болты должны быть удалены.
ЗаглушкиЗаполнители, также известные как заполнители, заполнители стыков или заполнители, разрешены при сращивании деталей разной толщины и в соединениях, которые допускают смещения для упрощения каркаса.
Их следует избегать при соединении элементов, работающих на растяжение и реверсирование напряжений, в частности, категории усталости E.
Для пластин-заглушек толщиной менее 1/4 дюйма (Рисунок 17):
- Не должен передавать напряжения.
- Держать заподлицо с приваренными краями детали, несущей напряжение.
- Увеличьте требуемый размер сварного шва вдоль кромки на толщину присадочной пластины.
Присадочные пластины толщиной более или равной 1/4 дюйма (Рисунок 17):
- Выступайте за край стыковой пластины или соединяемого материала.
- Приварите к детали, на которой установлена.
- Шарнир имеет достаточную прочность для передачи нагрузки в виде эксцентрической нагрузки.
- Сварные швы должны быть достаточными для передачи напряжений.
- Сварной шов должен быть достаточно длинным, чтобы не перегрузить присадочную пластину на носке сварного шва.
Рисунок 17: Присадочные пластины
Запрещенные типы соединений и сварных швов
Запрещены следующие типы соединений:
- PJP сварные швы в стыковых соединениях, кроме соединений или стыков на сжатие, которые являются опорными и полностью фрезерованными.
- CJP сварные швы с одной стороны без подкладки (или с неквалифицированной подкладкой) при растяжении и изменении нагрузки.
- Прерывистые сварные швы с разделкой кромок.
- Прерывистые угловые швы, не утвержденные инженером.
- Сварные швы с плоской кромкой и J-образной канавкой в стыковых соединениях.
- Вставные или щелевые сварные швы в элементах, подверженных растяжению и изменению нагрузки.
Водородное охрупчивание
Водородное охрупчивание — это процесс, при котором металлы, такие как сталь, становятся хрупкими и разрушаются из-за введения и последующей диффузии водорода в металл. Это часто является результатом случайного введения водорода во время операций формовки и чистовой обработки. При дуговой сварке водород выделяется из влаги, например, при покрытии сварочных электродов.Чтобы свести это к минимуму, для сварки используются специальные электроды с низким содержанием водорода.
Требования к электродам
- Просушите электроды в духовке при температуре не менее 500 F в течение не менее двух часов перед использованием, если они не поступают из герметично закрытого контейнера.
- После высыхания электроды храните при температуре не менее 250 F. Используйте электроды E70XX в течение двух часов после воздействия атмосферы или повторно просушите.
- Не сушите электроды повторно более одного раза.Не используйте влажные электроды.
Почему все эти ограничения? Потому что сварка может удалить водород из воды, что приведет к водородной хрупкости.
Также обратите внимание, что сварка в полевых условиях не допускается, если температура окружающего воздуха опускается ниже 40 F или в периоды осадков , если только не нагревается и не закрывается зона сварки, как это одобрено инженером.
Обрывов
Все сварные швы содержат неоднородности материала из-за неоднородности механических, металлургических или физических характеристик.Эти неоднородности могут быть приемлемыми или неприемлемыми, за исключением трещин, которые считаются дефектами и неприемлемы. На рисунке 18 перечислены типы разрывов, которые могут присутствовать при соблюдении критериев приемлемости AWS.
Рисунок 18: Типы несплошностей
Плоские неоднородностиЭто двумерные дефекты, которые могут служить начальной точкой разрушения. Они получаются из (Рисунок 19):
▪ Расплавленный металл сварного шва не сплавляется с основным металлом или предыдущими проходами.
▪ Может быть получено от:
— Чрезмерная прокатная окалина.
— Неправильное положение электрода.
— Неправильные параметры сварки.
- Недостаточное проникновение в швы:
▪ Наплавленный металл не достигает заданной глубины полностью.
▪ Может быть получено от:
— Неправильная задняя строжка.
— Неправильное положение электродов или процедуры сварки.
— Плохо подготовленные стыки.
▪ Возникает на поверхности основного металла.
▪ Избыточный неплавленный металл шва.
▪ Может быть получено от:
— Толстая прокатная окалина.
— Низкие скорости движения.
- Ласты, струпья, швы и нахлестки:
▪ Неровности на поверхности основного металла.
▪ Обычно индуцируется мельницей.
▪ Может открыться из-за термической резки, предварительного нагрева или сварки.
- Ламинирование и расслоение:
▪ Неровности основного металла, параллельные поверхности.
▪ Часто встречаются средней толщины.
Рисунок 19: Типы плоских неоднородностей
Объемные неоднородностиТрехмерные дефекты сварного шва и вокруг него (Рисунок 20). Они появляются из:
▪ Небольшая полость, вплавленная в основной металл.
▪ Может быть получено от:
— Неправильное положение электрода.
— Высокое напряжение дуги.
— Неправильные сварочные материалы.
▪ Сферические или цилиндрические полости в металле шва.
▪ Из-за растворенных в жидком металле шва газов.
▪ Может быть получено от:
— Недостаточное экранирование.
— Чрезмерное загрязнение сустава.
▪ Неметаллические материалы.
▪ Внутри металла шва или между основным металлом и металлом шва.
▪ Может быть получено от:
— Шлак от предыдущего сварочного прохода не удален полностью.
▪ Поверхность шва вогнутая.
▪ Уменьшение горла.
▪ Может быть получено от:
— Низкие токи или напряжения.
— Неправильные процедуры сварки.
▪ Поверхность шва превышает допустимые пределы.
▪ Обычно связано с проблемами процедуры сварки.
▪ Сварной шов слишком короткий или маленький.
▪ Также известен как сварной шов меньшего размера.
▪ Может быть получено от:
— Процедурные проблемы.
— Слишком высокая скорость движения.
▪ Вогнутые углубления в конце сварного шва.
▪ Локальное уменьшение сварного шва.
▪ Обычно связан с техникой сварщика.
Рисунок 20: Типы объемных неоднородностей
Особенности соединений внахлест
Избегайте категории усталости E в элементах, подверженных растяжению и изменению напряжения.
Можно использовать только продольные угловые швы. Длина должна быть не менее перпендикулярного расстояния между сварными швами, а поперечный зазор не должен превышать 16-кратную толщину более тонкой соединяемой детали.Сварные швы можно наносить либо по краям элементов, либо в пазах.
Минимальное перекрытие деталей должно быть как минимум в пять раз больше толщины более тонкой соединяемой детали. Необходимо использовать как минимум две поперечные линии или два или более продольных шва, чтобы предотвратить недопустимое вращение.
Особенности стыковых соединенийДля перехода листов различной ширины или толщины требуются особые требования.
При растяжении или сжатии (неодинаковой толщины):
- Плавный переход между смещенными поверхностями.
- Уклон не более чем одного поперечного на два с половиной продольного с поверхности любой части:
▪ Наклонные поверхности сварных швов.
▪ Снимите фаску с большей части.
▪ Сочетание того и другого.
Если подвергается сдвигу (неравная толщина):
- То же, что и требование к растяжению или сжатию, когда смещение превышает толщину более тонкой части.
- Смещение меньше или равно толщине более тонкой части:
▪ Наклон не более одного поперечного на два с половиной продольного от поверхности более тонкой части.
▪ Или с уклоном к поверхности более толстой части, если уклон меньше.
При растяжении (неравная ширина):
- Плавный переход между смещенными поверхностями.
- Уклон не более одного поперечного до двух с половиной продольных с поверхности любой части.
- Или с переходом с минимальным радиусом 24 дюйма по касательной к более узкой части в центре стыкового соединения.
Особое внимание необходимо уделить соединениям, в которых тройник не пересекается под углом 90 градусов.
Для острой стороны стыка (Рисунок 21), где имеется небольшой двугранный угол, существует вероятность неполного сплавления с корнем сварного шва (уменьшенное сечение).
Для тупой стороны стыка (Рисунок 21), где имеется большой двугранный угол, горловина углового сварного шва непропорционально мала по сравнению с размером сварного шва.
Рисунок 21: Особенности тройника
Особенности угловых соединений
Необходимо учитывать доступ для сварки углов коробчатых секций.Это может устранить двусторонние сварные швы. Также необходимо учитывать условия окружающей среды для сварщика. При больших сварных швах необходимо учитывать требования к ламинарному разрыву.
Растрескивание при сварке
Типы растрескивания при сварке
Горячее растрескивание происходит при горячем сварном шве. Это связано с застыванием. Обычно это проявляется в виде растрескивания по средней линии (Рисунок 22).
Холодное растрескивание возникает при остывании сварного шва. Обычно это связано с водородом. Холодное растрескивание обычно происходит в ЗТВ или имеет поперечный характер (Рисунок 22).
Все трещины вызваны усадкой и сдерживанием этой усадки.
Рисунок 22: Типы растрескивания при сварке
Усадка и ограничениеМеталл шва и окружающий основной металл расширяются во время сварки из-за нагрева. Эти горячие материалы сжимаются при охлаждении. Если предотвратить усадку материалов, возникнут напряжения.
Более холодный основной материал сопротивляется сжатию охлаждающего более горячего материала. Сопротивление зависит от объема и прочности более холодного материала.Жесткость более холодного материала связана с его геометрической конфигурацией. Температура также влияет на модуль упругости материала, что напрямую влияет на жесткость.
Толщина основного металла более 1,5 дюймов с пределом текучести более 50 тыс. Фунтов на квадратный дюйм приводит к более высоким усадочным напряжениям.
Элементы, пересекающиеся со всех трех геометрических направлений, приводят к более высокому ограничению.
Методы снижения усадочных напряжений- Минимум необходимого сварочного материала:
▪ Укажите минимально возможный сварной шов.
▪ Используйте детали сварного шва, требующие наименьшего количества сварочного металла.
▪ Контролируйте установку и минимизируйте зазоры.
▪ Не допускайте чрезмерной сварки.
▪ Предельное усиление сварного шва.
▪ Ограничьте строжку только тем, что необходимо.
- Выполните сварку за наименьшее количество проходов (сварные швы большего размера).
- Используйте присадочный металл самой низкой прочности.
- Ограничьте проплавление сварного шва.
- Полные сварные детали с сильными ограничениями без прерывания:
▪ Круглосуточная сварка.
▪ Или поддерживайте сборку при температуре сварки.
- Приваривайте сборку только один раз (требуется правильное планирование).
- По возможности изготавливать небольшие сборки.
- Сначала сварите компоненты с ожидаемой наибольшей усадкой.
- Сначала сварите наиболее жесткие компоненты.
- Последовательная сварка таким образом, чтобы усадка в деталях происходила в относительно фиксированном месте.
- Уравновесить усадку на противоположных сторонах.
- Обеспечьте небольшие зазоры для компенсации усадки.
- Увеличьте предварительный нагрев и объем предварительно нагретых материалов.
- Предварительно установите элементы перед сваркой и позвольте им двигаться во время сварки.
Возникает, когда компоненты с низкой температурой плавления отделяются во время затвердевания сварного шва (Рисунок 23). Обогащенный жидкий материал в середине сварного шва затвердевает в последнюю очередь.Это вызывает беспокойство, если в стали выше содержание серы, фосфора, свинца или меди. Чтобы уменьшить вероятность этого типа растрескивания, ограничьте количество собираемых загрязняющих веществ:
- Контроль состава недрагоценных металлов.
- Ограничение проплавления (снижение сварочного тока или изменение полярности).
- Обеспечение слоя масла.
Рисунок 23: Растрескивание по осевой линии
Растрескивание, вызванное формой валикаРастрескивание, вызванное формой валика, связано с процессами глубокой сварки, такими как SAW и FCAW.Это происходит, когда глубина сварного шва больше ширины. Поэтому рекомендуется, чтобы отношение ширины к глубине валика составляло от 1: 1 до 1,4: 1. Конструкция соединения важна для предотвращения этого типа трещин, и необходимо соблюдать следующее:
- Предварительно квалифицированные соединения AWS имеют правильные корневые отверстия и прилегающие углы.
- Для сварных швов PJP, выполненных SAW, предпочтительны входящие углы в 60 градусов.
- Угловые швы обычно не проблема, если только они не имеют перекоса.
Растрескивание, вызванное профилем поверхности, связано с профилем поверхности сварного шва (Рисунок 24). Выпуклый профиль вызывает силы внутренней усадки при сжатии, а вогнутый — силы внутренней усадки при растяжении. Вогнутые сварные поверхности возникают при высоком напряжении дуги и сварке вертикально вниз. Избегайте вогнутого профиля поверхности с небольшим снижением напряжения дуги. Используйте сварку вертикально вверх вместо вертикальной сварки вниз и замените защитный газ на GMAW и FCAW-G.
Рисунок 24: Профиль поверхности сварного шва
Зона термического растрескиванияЗона термического влияния растрескивание — это растрескивание основного металла, прилегающего к валику сварного шва. Он не может образовываться, когда сталь горячая (выше 300 F). Обычно это происходит через 16–72 часа после охлаждения. В этот период водород диффундирует в сталь, и может накапливаться чрезмерное количество водорода, что приводит к растрескиванию. См. Дополнительную информацию в разделе «Водородная хрупкость».
Чтобы уменьшить вероятность этого типа растрескивания, не вводите водородсодержащие соединения. Убедитесь в следующем:
- Просушите электроды в духовке при температуре не менее 500 F в течение не менее двух часов перед использованием.
- После высыхания электроды храните при температуре не менее 250 F. Используйте электроды в течение двух часов (или меньше, в соответствии с требованиями проекта) после воздействия атмосферы или повторно высушите.
- Не сушите электроды повторно более одного раза.Не используйте влажные электроды.
- Нагрейте зону сварки до температуры от 400 F до 450 F в течение часа на каждый дюйм толщины сварного шва (последующий нагрев) — не должна достигать комнатной температуры.
- Используйте одобренный основной металл (AASHTO M 270 Gr. 36; AASHTO M 270 Gr. 50 — Тип 1, 2 или 3; другие стали, одобренные инженером).
- Соблюдайте соответствующие инструкции по предварительному нагреву и температуре промежуточного прохода.
- Снижение остаточных напряжений.
Управляющие факторы такие же, как и при растрескивании ЗТВ:
- Избыточный водород, когда многопроходные сварные швы препятствуют выделению водорода.В этом случае более тонкие сварные швы могут способствовать более быстрой диффузии водорода.
- Чувствительная микроструктура. При сварке с чрезмерным совпадением металл сварного шва становится восприимчивым материалом.
- Напряжение из-за продольной усадки сварного шва.
▪ Убедитесь, что прочность сварного шва соответствует ожидаемым нагрузкам.
▪ Захват сплава может привести к повышению прочности металла шва даже для электродов с меньшей прочностью.
▪ Часто используется для сварных швов PJP с разделкой кромок и угловых швов.
▪ Помогает в диффузии водорода.
▪ Металл сварного шва и соединение также могут сжиматься одновременно.
Пластинчатый разрывПластинчатый разрыв вызван деформациями усадки сварного шва, перпендикулярными плоскостям основного металла за пределами ЗТВ (Рисунок 25). Это связано со сплющенными несплошностями и включениями в основном металле. Обычно это происходит после того, как сварной шов затвердеет и остынет. Стали с более низким содержанием серы и правильной конструкцией соединений могут ограничить разрыв ламелей.На рис. 25 показана деталь сварного шва, которая снижает вероятность возникновения трещин этого типа.
Рисунок 25: Пластинчатый разрыв (оранжевые стрелки показывают направление напряжения)
ИскаженияДеформация — это геометрическое отклонение стали после сварки (Рисунок 26). Это вызывает проблемы при сборке, снижает прочность на изгиб и не выглядит хорошо.
Искажения вызваны рядом факторов:
▪ Присуща процессу дуговой сварки.
▪ Локальный нагрев стали.
- Имеют такое же ограниченное расширение и сжатие, которое вызывает растрескивание:
▪ Окружающий жесткий материал ведет к растрескиванию.
▪ Гибкий окружающий материал приводит к искажению.
▪ Более гибкие системы подвержены искажениям.
- Искажением можно управлять, используя более жесткие детали. Однако меры контроля увеличивают склонность к растрескиванию:
▪ Более толстые элементы.
▪ Внешние ограничения.
Рисунок 26: Деформация сварных деталей
Угловое искажение
Угловая деформация (Рисунок 27) возникает из-за поперечной усадки сварного шва. Это может быть вызвано любым типом сварного шва и может возникать в любом типе соединения. Его эффекты можно компенсировать двусторонней сваркой (могут потребоваться неровные сварные швы).
Рисунок 27: Угловое искажение
Поперечная усадка
Поперечная усадка возникает из-за поперечной усадки сварного шва (Рисунок 28).Его эффекты напрямую связаны с объемом усадки металла шва, и это происходит, когда концы могут свободно двигаться. Этот тип искажения обычно незначителен.
Рисунок 28: Поперечная усадка
Укорочение продольное
Продольное укорочение происходит из-за продольной усадки сварного шва (рисунок 29). Сборка вообще укорачивается. Это также может привести к скручиванию, продольной стреловидности или изгибу, деформации и деформации. Обычно это незначительно, за исключением очень длинных элементов, таких как длинные плоские балки.В таких случаях сделайте балку длиннее, чем необходимо, и отрежьте до нужной длины.
Рисунок 29: Продольная усадка
Скручивание
Скручивание происходит из-за продольной усадки сварного шва. Это происходит, когда область сварного шва сжимается, а внешняя сталь — нет. Это часто наблюдается в открытых секциях с небольшой жесткостью на кручение и может возникать в глубоких пластинчатых балках с тонкими перемычками. Этому можно противодействовать, увеличив жесткость элемента на кручение (т. Е., используйте закрытые разделы).
Продольная стреловидность или развал
Продольная стреловидность или выпуклость возникают из-за продольной усадки сварного шва. Кривизна возникает по длине детали по продольной оси. Центр тяжести сварочной группы относительно нейтральной оси сечения определяет направление кривизны.
Потеря устойчивости и коробление
Изгиб и коробление возникают из-за продольной усадки сварного шва, когда основной металл, окружающий сварной шов, тонкий.В перегородке пластинчатых балок между ребрами жесткости может возникать коробление, в то время как коробление является обычным явлением, если имеется свободный край.
Эти проблемы часто наблюдаются на открытых участках с низкой жесткостью на кручение. Их величина зависит от критического напряжения продольного изгиба секции, и им можно противодействовать, увеличивая толщину и / или уменьшая длину свариваемых компонентов.
Вращательное искажение
Ротационная деформация возникает из-за поперечной усадки сварного шва (Рисунок 30).Это заметно в тонких элементах (листовой металл) и элементах, которые являются узкими по сравнению с их длиной. Соединение открывается или закрывается в зависимости от скорости сварки и подводимого тепла. Его эффекты могут быть смягчены путем зажатия или отступления назад.
Рисунок 30: Вращательное искажение
Общие меры контроля искаженийМногие из следующих мер также приводят к экономичным соединениям и увеличению производительности
- Минимизировать объем локализованного металла, расширяющегося во время сварки:
▪ Минимизируйте объем наплавленного металла.
▪ Сведите к минимуму объем нагретого основного металла вокруг сварного шва.
▪ Увеличить объем основного металла, нагреваемого от сварного шва.
▪ Укажите наименьший возможный размер сварного шва.
▪ Используйте прерывистые сварные швы.
▪ Выберите детали, которые минимизируют сварочный материал.
▪ Выполняйте многопроходные сварные швы с минимальным количеством проходов.
▪ Контрольная подгонка.
▪ Предельное усиление сварного шва.
▪ Не допускайте чрезмерной сварки.
▪ Ограничьте строжку только необходимым материалом.
▪ Ограничьте проплавление шва.
Специализированные средства контроля искажений
▪ Не позволяйте деталям двигаться в горячем состоянии:
— Прихваточные швы.
— Сварочные приспособления.
▪ Всегда будет иметь упругую пружину.
▪ Поместите сварные швы на нейтральную ось или рядом с ней.
▪ Выровняйте сварные швы вокруг нейтральной оси.
▪ Сведите к минимуму продольный прогиб и изгиб сварного шва за счет правильно спланированного рисунка сварного шва.
▪ Используйте подсборки для сварки ближе к нейтральной оси каждой сборки.
Требования к деформации и усадке AWS
- Уравновешивание нагрева по ходу сварки.
- Последовательность сварки и программа контроля деформаций должны быть представлены инженеру до начала сварки.
- Переход от точек, которые относительно фиксированы, к точкам с большей свободой передвижения.
- Сначала сварите соединения с большей ожидаемой усадкой с минимальными ограничениями.
- Все стыки в заводских условиях в каждой составной части балки с покрытием или сборного элемента должны быть выполнены до того, как составная часть будет приварена к другим составным частям.
- В случаях сильного ограничения внешней усадки сварка должна выполняться непрерывно.
- Деформированные элементы необходимо выпрямить:
▪ Механические средства, или
▪ За счет применения ограниченного количества локализованного тепла.
Допустимые допуски на размеры
Размеры сварных элементов конструкции должны соответствовать допускам, установленным общими техническими условиями на работы.
AWS D1.5, пункт 3.5 предусматривает особые допуски на размеры, которые также должны соблюдаться при наличии деформации.
Усталость
Усталость — это совокупное повреждение, вызванное многократно применяемыми циклическими нагрузками. На усталость влияют:
▪ Расчет на усталость основан на диапазоне напряжений динамической нагрузки.
▪ Разница между минимальным и максимальным напряжением динамической нагрузки, прикладываемым циклически с течением времени.
▪ Уменьшите нагрузки или увеличьте количество материала, способного выдержать нагрузки.
▪ Циклы динамической нагрузки между максимальной и минимальной нагрузкой.
▪ Обычно инженер не обращается к нему.
▪ Определяет характер и степень факторов стресса.
▪ Считайте:
— Тип сварного шва.
— Ориентация сварного шва.
— Профиль сварной.
— Длина сварного шва.
— Армирование сварного шва.
— Качество сварного шва.
▪ Все сварные соединения относятся к «Категории деталей»:
— Возможная точка зарождения трещины.
— Диапазон порогового усталостного напряжения для бесконечного расчетного срока службы.
— От лучшего к худшему: A, B, B ’, C, C’, D, E, E ’.
Специальные производственные требования к сопротивлению усталости
Необходимо удалить стальную подкладку со стыка и отшлифовать сварной шов.
Усиливающие или контурные угловые сварные швы необходимы поверх сварных швов PJP или CJP с разделкой кромок в тройниках и угловых соединениях:
- Минимальный размер больше или равен T1 / 4.
- T1 — это толщина элемента, в котором размещается сварной шов с разделкой кромок (не обязательно более 3/8 дюйма).
- Минимальный размер углового сварного шва составляет 3/16 дюйма.
Приварные лапки необходимо удалить после завершения сварки и охлаждения.
Прихваточные и временные швы:
- Подпадает под те же требования к качеству, что и окончательные сварные швы.
- Если используется в окончательном сварном шве, используйте электрод, отвечающий требованиям окончательного шва.
- Прихваточные швы, не включенные в окончательный сварной шов, должны быть удалены соответствующим образом.
Различные вложения могут вызвать непредусмотренные пути загрузки.
Используйте прочный металл шва с надрезом (допускаются трещины большего размера до разрушения).
Оцинкованная сталь
Оцинкованная сталь относится к гальванизированным листам или элементам конструкций, нанесенным методом горячего погружения (Рисунок 31). Листы с гальваническим покрытием обычно не создают проблем для сварки, но требуется надлежащая вентиляция.
Рисунок 31: Детали из оцинкованной стали
Элементы конструкций из горячеоцинкованной стали (HDG)
Конструктивные элементыHDG могут вызывать сегрегационное растрескивание, поскольку цинк может попадать в жидкий металл.Эти трещины бывает сложно обнаружить. Факторы, влияющие на растрескивание оцинкованных элементов, включают:
- Содержание кремния в металле шва.
- Степень проплавления сварного шва за корень.
- Толщина основного металла (эффекты сдержанности).
- Масса цинкового покрытия (толщина покрытия).
- Микроструктура цинкового покрытия.
Для угловых сварных швов испытания PQR следует проводить с учетом ожидаемой толщины покрытия.
Швы с разделкой кромок обычно не представляют проблемы из-за профилирования стыка (без покрытия).
Все HDG должны быть удалены, так как это считается загрязнением. Сварка обычно проводится до HDG. В противном случае рекомендуется удалить покрытие HDG не менее чем на 2-3 дюйма во всех направлениях сварного шва. Сульфат меди следует использовать для проверки удаления всего цинка.
Общие требования к сварке
Общие требования, чтобы сварка проводилась при температуре окружающей среды 40 F и выше. Размер и длина сварных швов должны быть не меньше указанных. Местоположение сварных швов и тип шва не могут быть изменены без согласования с инженером.
Подготовка основного металла
Подготовка основного металла обеспечивает надлежащее качество сварки (без трещин или деформаций) и сводит к минимуму образование нежелательных паров.
Свариваемые поверхности и кромки должны быть:
- Гладкая.
- Униформа.
- Без ребер, разрывов, трещин, прокатной окалины, точечной коррозии, неровностей и других неоднородностей.
Поверхности сварных швов и прилегающие поверхности должны быть очищены от рыхлой или толстой прокатной окалины, шлака, ржавчины, влаги, жира и других посторонних материалов. Все кромки необходимо обработать очень мелкой шлифовкой для удаления затвердевшего слоя (мартенсита), оставшегося после повторного затвердевания.
Кромки основного металла должны быть проверены и отремонтированы как можно раньше.
Все ремонтные работы сварных швов должны быть представлены инженеру в письменной форме и утверждены до начала ремонта.
Входящие углы режущих кромок основного металла должны обеспечивать плавный переход с радиусом не менее 1 дюйма, если в планах контракта не указан больший радиус из-за усталости.
Радиусы выступов балок и отверстий для доступа к сварке также должны обеспечивать плавный переход между смежными поверхностями
Подготовку стыков и кромок можно выполнить по:
- Механическая обработка.
- Термическая резка.
- Резка и строжка угольной дугой.
- Плазменная строжка.
- Стружка и шлифование.
- Пескоструйная очистка.
Процесс сборки выглядит следующим образом:
- Приведите свариваемые детали как можно ближе к контакту.
- Максимальное отверстие корня составляет 3/16 дюйма (за исключением элементов толщиной 3 дюйма и более).
- Если толщина 3 дюйма или больше и не может закрыть отверстие корня:
▪ Максимальное отверстие корня составляет 5/16 дюйма.
▪ Используйте подходящую подкладку.
- Корневые отверстия более 1/16 дюйма требуют увеличения участка углового шва на величину корневого отверстия (или демонстрируют соответствующий размер сварного шва).
- Расстояние между огневыми поверхностями не должно превышать 1/16 дюйма.
Процесс сборки выглядит следующим образом:
- Поддерживать нулевое (или как можно меньшее) корневое отверстие для сварных швов PJP параллельно длине элемента (кроме подшипниковых соединений):
▪ В остальном к сварным швам PJP предъявляются те же требования, что и к угловым швам.
- Тщательно выровняйте детали, соединенные сварными швами с разделкой кромок:
▪ Смещение от теоретической центровки не должно превышать 10 процентов толщины соединяемой более тонкой детали.
▪ Максимум 1/8 дюйма.
- Коррекция несоосности не должна вызывать уклон более 1/2 дюйма на 12 дюймов, измеренный по осевой линии детали.
Допустимые размеры корневых отверстий под сварку с разделкой кромок показаны в Таблице 5.
Таблица 5: Допустимые размеры корневых отверстий под сварку с разделкой кромок
Обточка
Упрочнение — это механическое средство снижения остаточных напряжений, создаваемых сваркой. Он предотвращает растрескивание и сводит к минимуму ламинарный разрыв.
Упрочнение улучшает свойства материала поверхности металла за счет создания сжимающих напряжений или снятия растягивающих напряжений.
Должен быть утвержден инженером.
Его наносят путем механического удара по выпуклой поверхности промежуточных сварных швов с помощью специального инструмента, известного как ударно-ударный молоток (показан на Рисунке 32).
Корневой и последний проходы не должны подвергаться дуговой обработке. Однако последние проходы могут быть обработаны излишками металла сварного шва с разрешения инженера, а следы штамповки должны быть удалены шлифованием.
Упрочнение должно проводиться при температуре сварного шва от 150 до 500 F.
Рисунок 32: Перфоратор
Сварочный цех
Конструкции автомагистралей свариваются в цехе согласно AWS D1.1, а мосты свариваются в цехе согласно AWS D1.5. На рисунке 33 показана конструкция, подготавливаемая к заводской сварке. В состав первичных элементов сварных швов входят:
- Балка прокатная.
- Накладки.
- Фланец и пластина стенки.
- Линейные стержни.
- Торцевые диафрагмы.
- Соединительные пластины и ребра жесткости торцевой мембраны.
- Промежуточные поперечные рамы, соединительные пластины и ребра жесткости (только для горизонтально изогнутых балок).
При изготовлении чертежи конструкции не должны использоваться вместо рабочих чертежей.
Рисунок 33: Конструкция подготавливается к заводской сварке
Требования к заводской сварке
Квалификационные требования:
- Квалификация сварщика, сварщика и сварщика прихваток AWS.
- Программа квалификации сварщиков (WQP).
- Сварочное оборудование.
- Спецификация процедуры сварки (WPS).
- квалификация WPS.
Сварщик должен соответствовать процессу сварки, положению сварки, марке материала и толщине материала. Обратите внимание, что одни позиции, сорта и толщины подходят для других.
Спецификация процедуры сварки (WPS)
WPS — это документ, описывающий процедуры сварки и поддерживаемый квалификационной записью процедуры (PQR).Он обеспечивает направление сварщику или оператору сварки, чтобы гарантировать надежность и качество сварного шва. Это обеспечивает повторяемость и надежность методов сварки. Он должен быть аттестован, если не используется предварительно аттестованная деталь сварного шва (AWS D1.5, пункт 2).
WPS показывает, что сварной шов, подготовленный с заданными параметрами, будет иметь адекватные свойства и качество. Это доказывает, что стандарты в отношении механических свойств (прочности, пластичности и ударной вязкости) могут быть соблюдены, и обеспечивает надежность.
WPS использует стандартное испытание сварных швов с разделкой кромок (рис. 34) для определения механических свойств и определения прочности испытательных швов с угловыми и разделочными кромками посредством визуального осмотра, других методов неразрушающего контроля и травления.
Рисунок 34: Табличка для квалификационных испытаний WPS
Параметры сварки, учитываемые при квалификации WPS:
- Сварочный процесс.
- Основной материал.
- Сварочные материалы.
- Параметры и техника сварки:
▪ Должность.
▪ Полярность.
▪ Предварительный нагрев.
▪ Межпроходная температура.
▪ Задняя строжка.
▪ Термическая обработка шва после сварки.
Тесты, проведенные во время квалификации WPS, включают:
▪ Испытания на растяжение пониженного сечения.
▪ Все испытания металла шва на растяжение.
▪ Испытания на боковой изгиб.
▪ Радиографические испытания (RT) сварных швов к элементам, ответственным за разрушение (FCM).
▪ Тесты Macroetch.
▪ Испытания по Шарпи с V-образным надрезом.
Протокол квалификационного испытания процедуры (PQR)Аттестация производственного WPS основана на протоколе квалификационных испытаний (PQR), составляемом подрядчиком в соответствии с AWS D1.1 или AWS D1.5, на основе проектных спецификаций.
Цех сварных плоских балок и прокатных балокДуговая сварка под флюсом (SAW) для:
- Сварные швы между фланцем и стенкой с разделкой кромок с использованием одного из следующих положений сварки:
▪ Квартира (1F).
▪ Плоский (1G).
- Закройте сварные швы между пластиной и балкой, используя одно из следующих положений сварки:
▪ Квартира (1F).
▪ Горизонтально (2F).
- Ребра жесткости и соединительные пластины к стенке.
- Соединение фланца с стенкой в коробчатых балках.
Используйте дуговую сварку экранированного металла (SMAW) для ребер жесткости и соединительных пластин с катаными балками и балками, когда автоматическая или ручная сварка SAW не может использоваться. Используйте электроды E7018.
Для угловых швов:
- Размер на более толстую из двух соединяемых частей (если больше не требуется на основе расчетного напряжения).
- Не требуется превышать толщину более тонкой части.
- Разогрейте, если меньше минимального.
- Минимум для полки балки составляет 5/16 дюйма.
Как показано на Рис. 35, разделите фланцевую пластину балки и стыковые швы пластины стенки не менее чем на 1 фут. Разделите стыки крепления ребер жесткости и соединительной пластины на расстояние не менее 1 фута.
Рисунок 35: Ограничения на сварочные соединения
Условия сварки
Удалите краску, прокатную окалину, жир и другие материалы со сварных кромок и поверхностей. Для фланцевых сварных швов шлифуйте заподлицо на выровненной стороне и плавно стыкуйте на переходных сторонах.Поддерживайте участки (основной металл), требующие автоматической или полуавтоматической сварки, при температуре не менее 40 F в течение как минимум одного часа до начала работы, если WPS не требует более высокой температуры предварительного нагрева.
Неразрушающий контроль межоперационных сварных швовНеразрушающий контроль (NDT) требуется для всех заводских сварных швов и выполняется подрядчиком. Опознавательные знаки наносить краской на стыковые швы. Тестирование должно проводиться техником по неразрушающему контролю, имеющим квалификацию Американского общества неразрушающего контроля (ASNT) уровня II или уровня III по Рекомендуемой практике No.СНТ-ТС-1А.
Неразрушающий контроль — сварные швы с разделкой кромокВизуальный контроль 100% сварных швов с разделкой кромок.
PT в соответствии с ASTM E 165:
- Осмотрите оба конца сварных швов с разделкой кромок на предмет дефектов поверхности.
- Требуется, потому что UT и RT трудны на краях пластины.
Используйте RT в соответствии с AWS D1.5, пункт 6, часть B:
- Рентгеновское или гамма-излучение с одним источником.
- Используйте индикаторы качества изображения типа отверстия или проволоки, чтобы судить о чувствительности.
- Пленка с двойной съемкой для контроля качества и обеспечения качества.
- Для перехода по толщине поместите рентгенографическую пленку с обеих сторон шва, расположите упаковку и используйте конические краевые блоки:
▪ Переместите пленку на плоскую сторону, если результат нестандартный, на переходной стороне.
Для сварных швов CJP с разделкой кромок на угловых и тавровых соединениях, где RT невозможно:
- Выполните UT и согласуйте критерии приемки.
- Используйте глицерин в качестве связующего агента.
UT все сварные швы с электрозаклепкой и пазами.
Испытание сварных швов CJP с разделкой кромок основных элементов в соответствии со следующим:
- 100% стыковки фланцев.
- 100% стыков подвержены реверсированию напряжений.
- Соединения полотна: 1/3 длины всех стыков полотна, начиная с точки максимального натяжения, но не менее 12 дюймов. Плюс 12 дюймов стыка полотна, начиная со стороны сжатия. Сюда входят стыки, соединяющие пластины с штифтами с перемычками.
- 25 процентов соединений сжатия и сдвига в сборных элементах.
- 25 процентов соединения фланца со стенкой в коробчатых балках.
- Подобные сварные швы в элементе, подлежащем частичной проверке (проверьте все, если обнаружен дефект).
- Отремонтировано 100 процентов стыковых швов.
МТ требуется для угловых швов. Используйте метод алюминиевого стержня или метод ярма и используйте полуволновой выпрямленный переменный ток (постоянный ток).
Испытайте всю длину ребра жесткости для натяжения углового шва фланца и 10 процентов длины каждого сварного шва или 10 дюймов, в зависимости от того, что больше, для других угловых швов основных элементов.
Если обнаружен дефект, увеличьте частоту до минимума: либо полная длина сварного шва, либо 5 футов с каждой стороны дефекта.
Сварные швы с дефектомЗаменить все сварные швы, отклоненные любым методом испытаний. Предоставить на согласование инженера порядок ремонта и ремонтную сварку в соответствии с AWS D1.5, п. 3.7.
Проведите повторную проверку на расстоянии не менее 3 дюймов с каждой стороны от места ремонта. Если вторая попытка ремонта не удалась, удалите и замените сварной шов полностью.
Сварка в полеИзбегайте сварки в полевых условиях, если это не указано в планах или не одобрено инженером. Выполните это в соответствии с AWS D1.1 или AWS D1.5 на основе проектных спецификаций и используйте SMAW (электрод E7018). Инженер может одобрить SAW или FCAW. Не используйте GMAW или другие процессы с защитой от газа.
Требования к сварке в полевых условияхКвалификационные требования (аналогичные требованиям по заводской сварке):
- Квалификация сварщика, сварщика и сварщика прихваток AWS.
- Программа сертификации сварщиков (WCP) или WQP в зависимости от того, что сваривается.
- Сварочное оборудование.
- WPS.
Сварщик должен иметь квалификацию в отношении процесса сварки, положения при сварке, марки материала и толщины материала. Обратите внимание, что одни позиции, сорта и толщины подходят для других.
WQP будет проводиться под наблюдением представителя.
Требования к поверхности для сварки в полевых условияхПескоструйная очистка или шлифовка контактных поверхностей перед сваркой:
- Удалите рыхлую прокатную окалину, краску, гальванику, жир, масло, ржавчину, влагу и другие материалы.
- Отшлифовать стыки для удаления точечной коррозии и неровностей.
Привести детали в тесный контакт:
- Расстояние более 1/16 дюйма требует увеличения ветви углового сварного шва, равной разделительному расстоянию.
- Не превышайте разделяющее расстояние 3/16 дюйма.
- Для тяжелых профилей 3 дюйма и более:
▪ Расстояние разделения увеличивается до 5/16 дюйма.
▪ Если не указано «плотная посадка» или «опора с опорой».
Учитывать условия окружающей среды:
- Температура должна быть выше 40 F.
- Без осадков (дождь, снег или сильный туман).
Электроды:
- Сушите в духовке в течение двух часов перед использованием при температуре 500 F или выше.
- После высыхания хранить при температуре 250 F.
- Использовать в течение двух часов после воздействия атмосферы или повторно высушить.
- Не сушите повторно более одного раза.
- Выбросить, если влажный.
Предварительный нагрев (см. Таблицу 6):
- 3 дюйма в каждом направлении от сварного шва.
- Температура в зависимости от толщины основного металла.
Сварные переходы:
- Зашлифовать стоп-старт зоны.
- Отшлифуйте неровности.
Таблица 6: Температуры предварительного нагрева основного металла
Неразрушающий контроль сварных швов в полевых условиях
В дополнение к визуальному контролю (VT) требуется неразрушающий контроль сварных швов в полевых условиях. General требует 100-процентного неразрушающего контроля для сварки в поле, тогда как заводская сварка требует пониженной частоты.Это связано с тем, что цех сертифицирован Американским институтом стальных конструкций (AISC), имеет надежную программу контроля качества, благоприятные условия окружающей среды и одобренные только благоприятные сварочные позиции.
Требуемый персонал (при наличии сертификата):
- NDT Уровень II или III, соответствующий требованиям ASNT SNT-TC-1A для пенетрантного тестирования (PT), тестирования магнитными частицами (MT), ультразвукового тестирования (UT) и радиографического тестирования (RT).
- Сертифицированный инспектор по сварке (CWI) AWS для VT.
Пескоструйная очистка или шлифовка всех сварных швов перед неразрушающим контролем. Тест должен соответствовать требованиям спецификации проекта. Ниже приведены типичные требования к неразрушающему контролю для полевой сварки:
- MT: угловые и канавочные швы PJP.
- UT: Сварные швы CJP с разделкой кромок и сварные швы PJP с разделкой кромок, используемые для повторного создания «целостности» сварного шва CJP, электрозаклепки и щелевые швы.
- PT: концы швов CJP и PJP с разделкой кромок.
Заменить все сварные швы, отклоненные любым методом испытаний, и отремонтировать в соответствии с AWS D1.1 или AWS D1.5, в зависимости от спецификации проекта. Перед приемкой инженером проверьте и повторно испытайте сварные швы.
Ящики для специальной полевой сваркиСварка опор и принадлежностей:
- Может быть одобрен инженером, если нет другой альтернативы.
- Планы необходимо отправить инженеру.
- Приваривайте только к участкам сжатия балок.
Шпильки для приварки ножниц:
- Не выполняйте сварку при температуре ниже 32 F.
- Удалить ржавчину, прокатную окалину, краску и гальванику с основного металла.
- Очистите конец шпильки.
- Не нагревайте верхний фланец.
- Используйте оборудование для приварки шпилек с автоматическим таймером.
- Испытательная приварка шпилек в соответствии с AWS D1.5, раздел 7.
- Добавьте угловой сварной шов 5/16 дюйма, если у шпильки нет полного углового сварного шва на 360 градусов.
Сварные позиции
Сварщики должны иметь квалификацию для различных сварочных работ и соблюдать утвержденные WPS.Позиции сварки:
- 1G или 1F — Плоский шов с разделкой кромок или угловой шов.
- 2G или 2F — Горизонтальный шов с разделкой кромок или угловой шов.
- 3G или 3F — Вертикальный шов с разделкой кромок или угловой шов.
- 4G или 4F — Сварка с канавкой или угловым швом.
На рисунках 36 и 37 показано положение испытательных пластин для сварки с разделкой кромок и угловой сварки соответственно. Таблицу положений сварных швов можно найти в AWS D1.5.
Рисунок 36: Расположение испытательных пластин для швов с разделкой кромок
Рисунок 37: Расположение испытательных пластин для угловых швов
Сертификат сварщика
Сертификация сварщиков AWS
Сертификация сварщика AWS (AWS QC7-93)
Для проверки сварщика в соответствии с AWS в целях сертификации необходимо использовать аккредитованный испытательный центр.Кандидат выбирает тесты производительности, необходимые для квалификации. Обратите внимание:
- AWS QC7-93 Приложение G содержит список требований к производительности для каждого теста.
- Кандидат должен предоставить WPS, предоставленный работодателем, или использовать стандартную процедуру AWS.
- Тестовые сборки абитуриента должны сдать экзамен.
срок действия считается бессрочным, если: 1) сварщик не участвовал в сварочных работах в течение шести месяцев или в соответствии с установленной процедурой, или 2) есть основания сомневаться в способностях сварщика.
Тест производительности AWS
Испытание следует стандартной процедуре WPS или AWS и связано с определенным типом и положением сварного шва. Тестовые сборки должны соответствовать WPS. Стандарты приемки включают:
▪ Испытание макротравмирования углового шва (если применимо)
▪ Испытание на изгиб (если применимо, можно заменить на RT)
▪ Испытание на разрыв углового шва (если применимо)
Соображения, основанные на типах сварных швов
CJP Швы с разделкой кромок
Это самый дорогой тип сварного шва, поэтому зарезервируйте его на тот случай, когда это будет единственно приемлемым вариантом.Обычно это выгодно при электрошлаковой или электрогазовой сварке; однако, как правило, такие сварочные процессы не допускаются.
PJP в сравнении с угловыми сварными швами
Может использоваться в тройниках и внутренних угловых соединениях. Обычно можно предположить, что для сварки PJP требуется половина объема материала для заданной прочности. Вы также можете оценить время, необходимое для снятия фаски на соединении PJP, равное одному проходу углового сварного шва. В целом: 1) угловой шов более экономичен, если он требует только одного прохода, 2) сварные швы PJP идеальны в плоском положении, и 3) угловые швы идеальны в плоском или горизонтальном положении.Общее практическое правило:
- Если размер ножек меньше 1 дюйма, используйте угловые швы.
- Если размер ножки превышает 1 дюйм, используйте сварной шов PJP с разделкой кромок.
Смешанные угловые швы PJP
На Рисунке 38 показан пример углового сварного шва со смешанным PJP, также известного как угловой сварной шов PJP, армированный угловым швом. Это может быть более экономично, чем отдельный сварной шов PJP или угловой шов. Для Т-образных соединений угловые сварные швы поверх сварного шва PJP обеспечивают лучший контур в месте пересечения.Этот тип сварного шва предпочтительнее для сварных швов в положениях, отличных от плоских.
Рисунок 38: Угловой шов смешанного PJP
Прочие рекомендации по сварке
CJP Швы с разделкой кромок
Односторонние сварные швы легче выполнять, если не требуется контроль деформации. Типичная экономия 2: 1, предполагаемая для двусторонних сварных швов, неверна для многих предварительно квалифицированных соединений.
Выбор корневого отверстия и входящего угла зависит от размера горловины:
- Если размер горловины меньше 1 дюйма, используйте наименьшее допустимое отверстие в корне с большим прилегающим углом.
- Если размер горловины больше или равен 1 дюйму, используйте большее корневое отверстие и меньший прилегающий угол.
Сварные швы PJP с разделкой кромок
Односторонние швы PJP с разделкой кромок обычно требуют менее трех сварочных проходов и более экономичны, чем двусторонние. Двусторонние сварные швы действительно предотвращают разрыв незакрепленной области корня.
Сварные швы с развальцовкой и канавкой
Не всегда нужно заливать смыв.Вы должны указать необходимое горло, чтобы получить требуемую пропускную способность.
Угловые швы
Прочность линейно увеличивается с увеличением длины сварного шва и размера ветви. Примечание:
- Увеличение объема сварного шва один к одному с длиной сварного шва.
- Увеличение объема сварного шва на 4: 1 в зависимости от размера сварного шва.
- Непрерывные швы часто выбирают вместо прерывистых.
Сварочная инспекция
Сварные швы необходимо проверять на соответствие спецификациям.Существует две категории методов проверки:
▪ Используется для аттестации процедуры сварки.
▪ Подходит для испытаний на растяжение, ударных испытаний по Шарпи и испытаний на изгиб.
▪ Осмотрите сварные детали на месте без повреждений.
▪ Требования к неразрушающему контролю.
▪ Методы включают:
— Визуальное тестирование (VT).
— Пенетрантное тестирование (PT).
— Испытания на магнитных частицах (MT).
— Радиографические исследования (RT).
— Ультразвуковой контроль (UT).
Визуальное тестирование (VT)
Этот метод является мощным инструментом до, во время и после сварки. Это требует хорошего зрения и освещения. Основным инструментом является фонарик и измерительные приборы для сварных швов. На рисунках 39 и 40 показаны инструменты и процесс соответственно.
Рисунок 39: Инструменты VT
Рисунок 40: Метод VT
Тестирование на проникновение (PT)
В этом методе используется капиллярное действие для втягивания жидкости в неровности, разрушающие поверхность.Тестер наносит проявитель, чтобы сделать разрывы видимыми, и должен обеспечивать достаточное время для капиллярного действия, чтобы втянуть жидкость (примерно 15 минут). На рисунке 41 показан процесс.
PT может обнаруживать только поверхностные неоднородности. Он эффективно подчеркивает неровности поверхности, которые трудно увидеть визуально. Это грязно, медленно и не часто используется для магнитных материалов, таких как сталь.
Рисунок 41: Метод ПК
Тестирование магнитных частиц (MT)MT обнаруживает неоднородности по изменению магнитного потока (видимого сквозь частицы).Он создает другую картину и может обнаруживать поверхностные и небольшие подповерхностные неоднородности (Рисунок 42).
Есть два метода создания электромагнитного поля:
- Пропустить ток напрямую через материал:
▪ Два стержня контактируют с материалом.
▪ По ним прошел электрический ток.
- Используйте катушку на ярме для создания магнитного поля:
▪ Ток проходит через катушку.
▪ Конец ярма контактирует с исследуемым материалом.
Трещины, перпендикулярные полю, легче всего обнаруживаются методом МП.
MT используется для обеспечения качества отремонтированных сварных швов, особенно швов PJP с разделкой кромок и угловых швов. Он также используется для проверки отверстий для доступа к сварным швам. MT предпочтительнее PT, потому что это быстрее, проще и менее беспорядочно.
Рисунок 42: Метод MT
Радиографические исследования (RT)
В режиме RT вы пропускаете гамма-лучи или рентгеновские лучи через материал. На противоположной стороне шва помещается рентгенографическая пленка, чтобы получить изображение внутренней части сварного шва.Тонкие части (несплошности) отображаются темнее (наиболее обнаженные), а усиление сварного шва — более светлым участком (Рисунок 43). Для чтения RT требуется опытный специалист.
Рисунок 43: Метод RT
RT требует доступа к обеим сторонам стыка. Трещины, ориентированные перпендикулярно направлению источника излучения (т. Е. Параллельно пленке), могут остаться незамеченными. Этот метод обеспечивает постоянную запись и идеально подходит для швов CJP с разделкой кромок в стыковых соединениях. Однако он не подходит для сварных швов PJP с разделкой кромок или угловых швов, и его трудно интерпретировать при использовании Т-образных и угловых соединений.
Ультразвуковой контроль (UT)В UT (Рис. 44) высокочастотные звуковые волны передаются через материал. Приемник улавливает звуковые волны, отраженные от задней поверхности материала. Разрывы вызывают прерывание звуковых волн и приводят к промежуточному сигналу. Он читается на экране дисплея.
Величина сигнала от неоднородности пропорциональна количеству отраженного звука. Он предоставляет информацию о размере, типе и ориентации неоднородности.Иногда это бывает слишком чувствительно.
UT наиболее чувствителен к плоским неоднородностям, перпендикулярным пути прохождения звука, таким как трещины, расслоения и неполное сплавление. Идеально подходит для швов CJP с разделкой кромок (стыковые, угловые, тавровые). Его можно использовать для контроля сварных швов PJP, но нельзя использовать для угловых швов.
Рисунок 44: Метод UT
Ремонт сварных швов
Сварщик имеет возможность отремонтировать или заменить неприемлемые сварные швы. Неприемлемые сварные швы представляют собой затраты для подрядчика.Когда сварной шов неприемлем, производитель создает отчет о несоответствии (NCR), а его инспектор по контролю качества (QCI) отмечает несоответствие спецификации проекта. Несоответствия, определяемые как материальные или производственные по своей природе, далее классифицируются MDOT как незначительные или серьезные. Незначительные несоответствия могут быть устранены без одобрения NCR. Ремонт с серьезным несоответствием должен быть одобрен инженером.
Удаление материала (наплавленного металла или основного металла) может выполняться механической обработкой, воздушно-угольной дугой и строжкой, термической резкой, выкрашиванием или шлифованием.Остающийся металл сварного шва или основной металл не должен иметь трещин или подрезов. Излишки материала за пределами недопустимой части не должны удаляться, а поверхность должна быть очищена перед сваркой.
Порядок ремонта следующий:
- Удалите лишний металл сварного шва, чтобы избежать нахлеста или чрезмерной выпуклости.
- Добавьте дополнительный металл сварного шва для излишней вогнутости, кратеров, сварных швов меньшего размера и подрезов.
- Удалите неприемлемые части и произведите повторную сварку из-за чрезмерной пористости, шлаковых включений и неполного плавления.
- Для ремонта трещины удалите трещину по всей длине плюс 2 дюйма с каждого конца, затем выполните повторную сварку.
Обозначения сварных швов
Символы сварных швов — это систематическое средство передачи информации, относящейся к сварным швам. На рисунке 45, адаптированном из AWS A2.4, показано, как обозначаются символы сварных швов. Каждый символ содержит:
- Справочная линия (обязательно).
- Стрелка (обязательно).
- Хвост (по желанию).
Символ всегда читается справа налево, независимо от того, на какой стороне контрольной линии находится стрелка.
Рисунок 45: Символы сварных швов
Типы и принципы дуговой сварки | Дуговая сварка | Основы автоматизированной сварки
На этой странице описаны различные типы дуговой сварки, грубо разделенные на типы неплавящегося электрода и плавящегося электрода, а также принципы генерации дуги и сварки.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания по сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей.Скачать Дуговая сварка — это разновидность сварки плавлением, которая широко используется в различных областях промышленности.
Существует множество разновидностей дуговой сварки, которые выбираются в зависимости от характеристик материала, механизма оборудования и используемого газа. Дуговая сварка в среде защитного газа, в которой используется защитный газ для защиты сварного шва от воздействия атмосферы, такая как сварка TIG, сварка MIG и сварка MAG, широко используется благодаря простоте автоматизации.
Дуговая сварка, в том числе дуговая сварка в среде защитного газа, в общих чертах делится на два типа: тип плавящегося (плавкого) электрода и тип неплавкого (неплавкого) электрода в зависимости от того, плавится ли сварочный пруток / проволока в процессе или нет.
| Расход электродов | Метод сварки |
|---|---|
| Неплавкий (неплавкий) электрод типа |
|
| Плавкий электрод типа |
|
Приведенные выше классификации являются лишь примером.Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенной выше таблицы.
В дуговой сварке используется электрическое явление, называемое дуговым разрядом. Дуговый разряд — это явление электрического разряда газа и относится к току, выделяющемуся в воздухе. Когда напряжение, прикладываемое к двум пространственно разнесенным электродам, постепенно увеличивается, воздушная изоляция в конечном итоге разрывается, и между электродами течет ток, излучая одновременно яркий свет и высокую температуру.Образующийся дугообразный свет называется электрической дугой или дугой. Дуговая сварка — это сварка с использованием тепла дуги в качестве источника тепла.
При дуговой сварке к электроду (сварочному стержню / проволоке) прикладывается положительное напряжение, а к основному материалу — отрицательное напряжение. Это приводит к возникновению дуги от основного материала к электроду.
Выходной ток дуги составляет примерно от 5 до 1000 А, а выходное напряжение составляет примерно от 8 до 40 В. Температура дуги составляет примерно от 5000 до 20 000 ° C. Температура плавления железа около 1500 ° C.Следовательно, основной материал и электрод нагреваются до высокой температуры и сплавляются вместе.
Дом
Устранение неисправностей дуговой сварки: пошаговые решения
Это руководство по устранению неисправностей, связанных с дуговой сваркой, простое в использовании. Просто найдите проблему в содержании слева или сравните одну из наших многочисленных иллюстраций с проблемой.
Условия, которые часто приводят к проблемам, включают:
- Использование защитного газа низкого качества со слишком высоким уровнем влажности.Влага в воздухе также может вызвать проблемы.
- Неочищенное оборудование
- Неочищенные материалы и присадочные стержни
- Неравномерный поток защитного газа
- Изменение параметров сварки
- Загрязнение поверхности
- Проблемы с газовым покрытием (недостаточный поток газа вызывает загрязнение электрода и деталей)
- Проблемы с заземлением
- Изменения напряжения из-за использования в магазине другого оборудования или неправильного напряжения
- Перегрев из-за короткого замыкания между соплом и электродом
Дефект канатного сварного шва
Устранение неисправностей дуговой сварки по проблеме
Искажения
Почему возникают искажения:
| Как это исправить:
|
Шаг 1.Проверить на усадку наплавленный металл.
- Зажмите детали надлежащим образом или прихваточным швом, чтобы предотвратить усадку.
- Преформовать или отдельные части, чтобы учесть усадку сварного шва.
- Обработайте наплавленный металл еще горячим.
Шаг 2. Проверить равномерность нагрева деталей.
- Для тяжелых конструкций желателен предварительный нагрев.
- Иногда перед сваркой полезно удалить деформации при прокатке или деформации путем снятия напряжения.
Шаг 3. Проверьте последовательность сварки.
- Изучите конструкцию и разработайте определенную последовательность сварки.
- Предотвратите чрезмерное локальное нагревание, распределив сварку.
Напряжения при сварке
Шаг 1. Проверить шарниры на чрезмерную жесткость.
- Незначительное перемещение деталей во время сварки снижает сварочные напряжения.
- Разработайте процедуру сварки, которая позволяет всем частям свободно двигаться как можно дольше.
Шаг 2. Проверьте процедуру сварки.
- Используйте как можно меньше сварочных проходов.
- Используйте специальную прерывистую или чередующуюся последовательность сварки, а также пошаговые или пропущенные процедуры.
- Правильно зажмите детали, прилегающие к стыку. Используйте запасные приспособления для быстрого охлаждения деталей.
Шаг 3. Если не существует неподходящих условий, напряжения могут быть просто присущими любому сварному шву, особенно тяжелым деталям.
- Очистите каждый наплавленный металл шва.
- Снятие напряжений с готового продукта при температуре от 1100 до 1250 ° F (от 593 до 677 ° C) в течение 1 часа на 1 дюйм (25,4 см) толщины.
Деформация тонких пластин
Поиск и устранение неисправностей, связанных с деформацией сварного шва на ацетилене
Предложения по устранению неисправностей при искривлении дуговой сварки
Почему это происходит:
| Решения:
|
Шаг 1.Проверить на усадку наплавленный металл шва.
- Выберите электрод с высокой скоростью сварки и умеренными проникающими свойствами.
Шаг 2. Проверьте соединение на предмет чрезмерного местного нагрева.
- Быстрая сварка предотвращает чрезмерный локальный нагрев пластин, прилегающих к сварному шву.
Шаг 3. Проверьте правильность подготовки стыка.
- В свариваемых деталях не должно быть чрезмерного корневого отверстия в стыке между свариваемыми деталями.
- Перед сваркой обработайте кромки стыков более тонкими, чем у остальных листов. Это удлиняет края, а усадка сварного шва заставляет их возвращаться к исходной форме.
Шаг 4. Проверьте процедуру сварки.
- Используйте особую прерывистую или чередующуюся последовательность сварки и переходите назад или пропустите процедуру.
- Предварительно нагрейте материал для достижения напряжения.
Шаг 5. Проверить зажим деталей.
- Правильно закрепите детали, прилегающие к стыку.Используйте запасные приспособления для быстрого охлаждения деталей.
Плохой внешний вид сварного шва
Устранение неполадок с ацетиленом Плохой внешний вид сварного шва
Устранение неисправностей дуговой сварки плохого внешнего вида сварного шва
Причины плохого внешнего вида сварного шва:
| Решения:
|
Шаг 1.Проверьте технику сварки на предмет правильности тока и манипуляции с электродами.
- Убедитесь, что используется соответствующая техника сварки для используемого электрода.
- Не используйте чрезмерный сварочный ток.
- Всегда используйте равномерное переплетение или скорость движения.
Шаг 2. Проверьте характеристики используемого типа электрода.
- Используйте электрод, предназначенный для данного типа сварного шва и основного металла, а также положения, в котором будет выполняться сварка.
Шаг 3.Проверьте положение сварки, для которого предназначен электрод.
- Не выполняйте угловые швы нижними (плоскими) электродами, если детали не расположены правильно.
Шаг 4. Проверьте правильность подготовки стыка.
- Тщательно подготовьте все стыки.
Сварные швы с трещинами
Как устранить растрескивание под напряжением при сварке
Устранение неисправностей при дуговой сварке с трещинами
Почему возникают трещины в сварных швах:
| Решения:
|
Шаг 1.Проверить на чрезмерную жесткость соединения.
- Измените процедуру сварки и измените конструкцию конструкции, чтобы исключить жесткие соединения.
Шаг 2. Сварные швы слишком малы по сравнению с размером соединяемых деталей?
- Избегайте использования небольшого сварного шва между толстыми пластинами. Увеличьте размер сварного шва с помощью дополнительного присадочного металла.
Шаг 3. Просмотрите каждую остановку процедуры сварки.
- Не делайте сварных швов в валиках. Наплавьте металл шва в полный размер короткими отрезками 8.От 0 до 10,0 дюймов (от 203,2 до 254,0 мм) в длину. (Это называется последовательностью блоков.)
- Последовательность сварки должна быть такой, чтобы концы оставались свободными как можно дольше.
- Предварительный нагрев свариваемых деталей иногда помогает снизить высокие напряжения сжатия, вызванные локализованной высокой температурой.
- Заполните все кратеры в конце сварочного прохода, переместив электрод обратно по готовому сварному шву на короткое расстояние, равное длине кратера.
Шаг 4.Проверьте качество сварных швов.
- Убедитесь, что сварные швы качественные и сварка хорошая. Убедитесь, что длина дуги и полярность правильные.
Шаг 5. Проверьте правильность подготовки стыков.
- Подготовьте швы с равномерным и правильным открытием корня. В некоторых случаях необходимо корневое отверстие. В других случаях может потребоваться термоусадка или прессовая посадка.
Выточка
Шаг 1. Проверить настройку сварочного тока.
- Используйте посланную сварку средней мощности и не пытайтесь сваривать на слишком высокой скорости.
Шаг 2. Проверьте правильность обращения с электродом.
- а. Не используйте слишком большой электрод. Если лужа расплавленного металла станет слишком большой, это может привести к поднутрению.
- г. Чрезмерная ширина переплетения приведет к поднутрению и не должна использоваться. Равномерное переплетение, не превышающее трех диаметров электрода, в значительной степени помогает предотвратить подрезание стыковых швов.
- г. Если электрод держать слишком близко к вертикальной пластине при выполнении горизонтального углового шва, на вертикальной пластине может возникнуть подрез.
Неполное проникновение
Устранение неполадок при неполном проплавлении сварного шва
Пример плохого проникновения
Рекомендации по поиску и устранению неисправностей при сварке проникающей дугой
Почему происходит неполное проникновение:
| Решения:
|
Шаг 1.Убедитесь, что электрод предназначен для используемого положения при сварке.
- Электроды следует использовать для сварки в положении, для которого они предназначены.
- Убедитесь, что в нижней части сварного шва есть соответствующие корневые отверстия.
- По возможности используйте резервную планку.
- Отрежьте или вырежьте заднюю часть стыка и нанесите валик сварочного металла в этой точке.
Шаг 2. Проверьте размер используемого электрода.
- Не ожидайте чрезмерного проникновения электрода.
- Используйте электроды малого диаметра в узкой сварочной канавке.
Шаг 3. Проверьте настройку сварочного тока.
- Используйте сварочный ток, достаточный для обеспечения надлежащего проплавления. Не сваривайте слишком быстро.
Шаг 4. Проверьте скорость сварки.
- Регулируйте скорость сварки до нижней части сварного шва.
Пористые сварные швы
Поиск и устранение неисправностей пористости дуговой сварки
Поиск и устранение неисправностей при сварке пористой дугой
Почему возникают пористые сварные швы:
| Решения:
|
Шаг 1. Проверьте свойства электрода.
- Некоторые электроды по своей природе обеспечивают более надежные сварные швы, чем другие. Убедитесь, что используются подходящие электроды.
Шаг 2. Проверьте настройки тока и процедуру сварки.
- Сварной шов, состоящий из ряда валиков, может содержать небольшие проколы. Плетение часто устраняет эту проблему.
Шаг 3. Проверьте время образования лужи, чтобы убедиться, что оно достаточно для выхода захваченного газа.
- Пудлинг дольше сохраняет расплавленный металл сварного шва и часто обеспечивает более надежные сварные швы.
Шаг 4. Проверьте основной металл на предмет загрязнения.
- В некоторых случаях неисправен основной металл.Проверьте это на предмет сегрегации и загрязнений.
Хрупкие сварные швы
Шаг 1. Проверьте тип используемого электрода.
- Неизолированные электроды обеспечивают хрупкие сварные швы. Если требуются пластичные сварные швы, необходимо использовать экранированные дуговые электроды.
Шаг 2. Проверьте настройку сварочного тока.
- Не используйте слишком большой сварочный ток, так как это может вызвать крупнозернистую структуру и окисленные отложения.
Шаг 3. Проверьте, нет ли основного металла с высоким содержанием углерода или сплава, который не был учтен.
- а. Однопроходный сварной шов может быть более хрупким, чем многослойный сварной шов, поскольку его микроструктура не улучшается за счет последовательных слоев металла шва.
- г. Сварные швы могут поглощать элементы сплава из основного металла и становиться твердыми.
- г. Не сваривайте металл, если не известны его состав и характеристики.
Плохой сварной шов плавлением
Плохой сварной шов плавлением
Устранение неисправностей плохого сварочного шва плавлением
Плохой сварной шов плавлением Причины:
| Решения:
|
Шаг 1.Проверить диаметр электрода.
- При сварке стыков с узкими канавками используйте электрод, достаточно малый, чтобы точно доходить до низа стыка.
Шаг 2. Проверьте настройку сварочного тока.
- Используйте сварочный ток, достаточный для осаждения металла и его проникновения в пластины.
- Для более тяжелых пластин требуется более высокий ток для данного электрода, чем для легких пластин.
Шаг 3. Проверить технику сварки.
- Убедитесь, что переплетение достаточно широкое, чтобы полностью проплавить боковые стороны соединения.
Шаг 4. Проверьте подготовку стыка.
- Наплавленный металл должен плавиться с основным металлом, а не скручиваться от него или просто прилипать к нему.
Коррозия
Шаг 1. Проверьте тип используемого электрода.
- Неизолированные электроды позволяют получить сварные швы, которые менее устойчивы к коррозии, чем основной металл.
- Защитные дуговые электроды позволяют производить сварные швы, более устойчивые к коррозии, чем основной металл.
- Для обеспечения наилучшей коррозионной стойкости используйте присадочный стержень, состав которого аналогичен составу основного металла.
Шаг 2. Убедитесь, что наплавленный металл сварного шва подходит для воздействия коррозионной жидкости или атмосферы.
- Не ожидайте от сварного шва большего, чем от основного металла. Для нержавеющих сталей используйте электроды, которые не уступают основному металлу по коррозионной стойкости.
Шаг 3. Проверьте металлургический эффект сварки.
- При сварке аустенитной нержавеющей стали 18-8 убедитесь в правильности анализа стали и процедуры сварки, чтобы сварка не вызывала выпадения карбидов.Осаждение карбида — это подъем углерода к поверхности зоны сварного шва. Это состояние можно исправить путем отжига при температуре от 1900 до 2100 ° F (от 1038 до 1149 ° C) после сварки. Таким образом можно устранить коррозию в виде оксида железа или ржавчины.
Шаг 4. Проверьте правильность очистки сварного шва.
- Некоторые материалы, такие как алюминий, требуют тщательной очистки от шлака после сварки для предотвращения коррозии при эксплуатации.
Хрупкие соединения
Шаг 1.Проверьте закалку основного металла на воздухе.
- В среднеуглеродистой стали или некоторых легированных сталях зона термического влияния может быть твердой в результате быстрого охлаждения. Перед сваркой следует прибегнуть к предварительному нагреву до температуры от 300 до 500 ° F (от 149 до 260 ° C).
Шаг 2. Проверьте процедуру сварки.
- Многослойные сварные швы имеют тенденцию к отжигу в зонах сильного термического влияния.
- Снятие напряжений при температуре от 1100 до 1250 ° F (от 593 до 677 ° C) после сварки обычно уменьшает твердые участки, образующиеся во время сварки.
Шаг 3. Проверьте тип используемого электрода.
- Использование аустенитных электродов часто бывает успешным для специальных сталей, но зона термического влияния обычно содержит твердый сплав.
Магнитный удар
Шаг 1. Проверьте, не отклоняется ли дуга от нормального пути, особенно на концах стыков и в углах.
- Убедитесь, что земля правильно расположена на работе. Часто бывает полезно положить землю в направлении отклонения дуги.
- Полезно разделить землю на две или более частей.
- Сварка в направлении дуги.
- Удерживайте короткую дугу.
- Изменение угла электрода относительно работы может помочь стабилизировать дугу.
- Магнитный удар сводится к минимуму при сварке на переменном токе.
Брызги
Пример сварочного брызга
Шаг 1. Проверьте свойства используемого электрода.
- Выберите подходящий тип электрода.
Шаг 2. Проверьте, не превышает ли сварочный ток используемый тип и диаметр электрода.
- Используйте короткую дугу, но не используйте чрезмерный сварочный ток
Шаг 3. Проверить на сколы.
- Окрашивайте детали, прилегающие к сварным швам, побелкой или другим защитным покрытием. Это предотвращает приваривание сколов к деталям, и их можно легко удалить.
- Электроды с покрытием дают большие сколы, чем неизолированные электроды.
Чрезмерный расход электродов
Устранение неполадок при дуговой сварке Расход электродов
Причины необычного расхода электродов:
| Решения:
|
Загрязнение электрода
Причины загрязнения электрода:
| Решения:
|
Загрязнение детали вольфрамом
Причины загрязнения вольфрамом:
| Решения:
|
Проблемы с сварочным напряжением
Проблемы с сварочным напряжением:
| Решение:
|
Материал электрода
Проблемы с материалом электрода:
| Решение:
|
Качество материала электрода
Причины качества материала электродов:
| Решение:
|
Размеры или геометрия электрода
Поиск и устранение неисправностей при дуговой сварке Геометрия или размеры электрода
Причины проблемы:
| Решение:
|
Сварочные кабели
Поиск и устранение неисправностей при дуговой сварке сварочных кабелей
Проблемы со сварочными кабелями
| Решение:
|
Сложность стартовой дуги
Устранение неисправностей дуговой сварки, когда сварочная дуга не начинается
Причины затруднения при запуске сварочной дуги:
| Решения:
|
Дуга не передается
Устранение неисправностей при дуговой сварке, когда дуга не передается
Причины, по которым дуга не переносится:
| Решения:
|
Другие руководства
Руководство по поиску и устранению неисправностей для систем дуговой сварки
Наши лучшие сварочные аппараты для стержневой сварки
Справочник— Дефекты сварных швов Справочник
— Дефекты сварных швов 3 Продолжение на следующей странице… ОТСУТСТВИЕ СЛИЯНИЯ Отсутствие плавления, также называемое холодной притиркой или холодный шов, когда нет плавления металла шва и поверхности опорной плиты. Этот дефект можно увидеть на Рисунке 10-2. Самая частая причина нехватки сварки — это плохая техника сварки. Либо сварочная ванна слишком велика (слишком низкая скорость движения), либо металл сварного шва был допущен к прокатке перед дугой. Опять же, дугу нужно держать на передней кромке лужа.Когда это будет сделано, сварочная лужа не станет слишком большой и не сможет погасить дугу. Другая причина — использование очень широкий сварной шов. Если дуга направлена вниз по центру стыка, расплавленный металл шва будет только течь и отливать против боковых стенок опорной плиты, не расплавляя их. В тепло дуги необходимо использовать для плавления опорная плита. Это достигается за счет сужения стыка или за счет направление дуги в сторону стенка опорной плиты.При многопроходной сварке толстого материала расслоение валика по возможности следует использовать технику после того, как рут пройдет. Большие сварные швы перекрывают весь следует избегать разрыва. Отсутствие плавления может также произойти в форма закрученной бусиной короны. Опять же, это обычно вызвано очень низкая скорость движения и попытки сделайте слишком большой сварной шов за один проход. Однако также очень часто вызвано слишком низким сварочным напряжением. В результате смачивание борта будет плохим.Когда сварка алюминия, частая причина дефекта такого типа — наличие алюминия окись. Этот оксид огнеупор с температурой плавления приблизительно 3500 0 F (1927 0 C). Он также не растворяется в расплаве. алюминий. Если этот оксид присутствует на свариваемых поверхностях будет затруднено сплавление с металлом шва.Дуговые сварщики | Краткое описание процесса сварки
Газовая дуговая сварка металлом
Дуговая сварка — это тип сварки, при котором используется источник сварочного тока для создания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки.Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или неплавящиеся электроды. Область сварки обычно защищена каким-либо защитным газом, паром и / или шлаком.
Для обеспечения электрической энергией, необходимой для процессов дуговой сварки, можно использовать несколько различных источников питания. Наиболее распространенная классификация — это источники питания постоянного тока и источники питания постоянного напряжения. При дуговой сварке напряжение напрямую связано с длиной дуги, а сила тока связана с количеством подводимого тепла.Источники питания постоянного тока чаще всего используются для ручных сварочных процессов, таких как дуговая сварка вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и в результате длина дуги и, следовательно, напряжение имеют тенденцию колебаться. Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, и, как следствие, чаще всего используются для автоматизированных сварочных процессов, таких как дуговая сварка в газовой среде, дуговая сварка с флюсовой сердцевиной и дуговая сварка под флюсом.В этих процессах длина дуги поддерживается постоянной, так как любые колебания расстояния между проводом и основным материалом быстро устраняются за счет большого изменения тока. Например, если проволока и основной материал подойдут слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению тепла и расплавлению кончика проволоки, возвращая его на исходное расстояние разделения.
Направление тока, используемое при дуговой сварке, также играет важную роль при сварке. В процессах с плавящимся электродом, таких как дуговая сварка в защитном металлическом корпусе и дуговая сварка в газовой среде, обычно используется постоянный ток, но электрод может заряжаться как положительно, так и отрицательно.При сварке положительно заряженный анод будет иметь большую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, он будет плавиться быстрее, увеличивая проплавление и скорость сварки. В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам. В процессах с использованием неплавких электродов, таких как сварка газовой вольфрамовой дугой, можно использовать как постоянный ток (DC), так и переменный ток (AC).Однако при постоянном токе, поскольку электрод создает только дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод — более глубокие сварные швы. Между ними быстро проходит переменный ток, что приводит к сварным швам со средним проплавлением. Один из недостатков переменного тока, тот факт, что дуга должна повторно зажигаться после каждого перехода через ноль, был устранен с помощью изобретения специальных блоков питания, которые создают прямоугольную форму волны вместо нормальной синусоидальной волны, устраняя время низкого напряжения после нулевые переходы и минимизация последствий проблемы.
Lincoln Electric и ESAB — лишь 2 из многих производителей оборудования для дуговой сварки.
Методы расходных электродов
Одним из наиболее распространенных типов дуговой сварки является дуговая сварка в защитном металлическом корпусе (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMAW) или сварка стержнем. Электрический ток используется для зажигания дуги между основным материалом и расходуемым электродным стержнем или «стержнем». Стержень электрода изготовлен из материала, совместимого с основным свариваемым материалом, и покрыт флюсом, который выделяет пары, которые служат в качестве защитного газа и образуют слой шлака, которые защищают зону сварки от атмосферного загрязнения. .Сам сердечник электрода действует как присадочный материал, поэтому необходимость в отдельном наполнителе отпадает. Этот процесс очень универсален, требует небольшого обучения операторов и недорогого оборудования. Однако время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки. Кроме того, процесс обычно ограничивается сваркой черных металлов, хотя специальные электроды сделали возможной сварку чугуна, никеля, алюминия, меди и других металлов.Универсальность метода делает его популярным в целом ряде приложений, включая ремонтные работы и строительство.
Газовая дуговая сварка металлическим электродом (GMAW), обычно называемая MIG (Metal Inert Gas), представляет собой полуавтоматический или автоматический процесс сварки, при котором непрерывно подаваемая расходная проволока действует как электрод и присадочный металл, а также инертная или полуинертная защита. газ обтекал проволоку, чтобы защитить место сварки от загрязнения. Источник постоянного напряжения постоянного тока чаще всего используется с GMAW, но также используется постоянный переменный ток.При непрерывной подаче присадочных электродов GMAW обеспечивает относительно высокие скорости сварки, однако более сложное оборудование снижает удобство и универсальность по сравнению с процессом SMAW. Первоначально разработанный для сварки алюминия и других цветных металлов в 1940-х годах, GMAW вскоре стал экономично применяться для стали. Сегодня GMAW широко используется в таких отраслях, как автомобильная промышленность, благодаря своему качеству, универсальности и скорости. Из-за необходимости поддерживать стабильную оболочку из защитного газа вокруг места сварки может быть проблематичным использование процесса GMAW в областях с сильным движением воздуха, например на открытом воздухе.
Дуговая сварка порошковой проволокой (FCAW) — это разновидность метода GMAW. Проволока FCAW на самом деле представляет собой тонкую металлическую трубку, заполненную порошкообразным флюсом. Иногда используется защитный газ, подаваемый извне, но часто сам флюс используется для создания необходимой защиты от атмосферы. Этот процесс широко используется в строительстве из-за высокой скорости сварки и портативности.
Сварка под флюсом (SAW) — это высокопроизводительный сварочный процесс, при котором дуга зажигается под покровным слоем гранулированного флюса.Это повышает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Шлак, образующийся на сварном шве, обычно снимается сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Рабочие условия значительно улучшаются по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и не образуется дыма. Этот процесс обычно используется в промышленности, особенно для крупногабаритных изделий [9]. Поскольку дуга не видна, она обычно автоматизирована. Пила возможна только в положениях 1F (плоская кромка), 2F (горизонтальная кромка) и 1G (плоская канавка).
Методы использования неплавящихся электродов
Газовая вольфрамовая дуговая сварка (GTAW) или сварка TIG (вольфрам в инертном газе) — это процесс ручной сварки, в котором используется неплавящийся электрод из вольфрама, смеси инертного или полуинертного газа и отдельного присадочного материала. Этот метод, особенно полезный для сварки тонких материалов, характеризуется стабильной дугой и высококачественными сварными швами, но требует значительных навыков оператора и может выполняться только на относительно низких скоростях. Его можно использовать практически для всех свариваемых металлов, хотя чаще всего применяется для нержавеющей стали и легких металлов.Его часто используют, когда качество сварных швов чрезвычайно важно, например, в велосипедах, самолетах и на море. В родственном процессе, плазменной сварке, также используется вольфрамовый электрод, но для создания дуги используется плазменный газ. Дуга более концентрированная, чем дуга GTAW, что делает поперечный контроль более критичным и, таким образом, в целом ограничивает технику механизированным процессом. Благодаря стабильному току этот метод может использоваться для материалов с более широким диапазоном толщины, чем процесс GTAW, и работает намного быстрее.Его можно применять ко всем тем же материалам, что и GTAW, за исключением магния; Автоматическая сварка нержавеющей стали — одно из важных применений этого процесса. Разновидностью процесса является плазменная резка, эффективный процесс резки стали.
Другие процессы дуговой сварки включают атомарно-водородную сварку, углеродную дуговую сварку, электрошлаковую сварку, электрогазовую сварку и дуговую сварку шпилек.
Проблемы с коррозией
Некоторые материалы, особенно высокопрочные стали, алюминий и титановые сплавы, подвержены водородной хрупкости.Если электроды, используемые для сварки, содержат следы влаги, вода разлагается под действием тепла дуги, и выделяющийся водород попадает в решетку материала, вызывая его хрупкость. Электроды для таких материалов со специальным низководородным покрытием поставляются в герметичной влагозащищенной упаковке. Новые электроды можно использовать прямо из банки, но при подозрении на поглощение влаги их необходимо высушить путем запекания (обычно при температуре от 800 до 1000 ° F (425–550 ° C)) в сушильном шкафу.Используемый флюс также должен быть сухим.
Некоторые аустенитные нержавеющие стали и сплавы на основе никеля склонны к межкристаллитной коррозии. При воздействии температур около 700 ° C (1300 ° F) в течение слишком длительного времени хром вступает в реакцию с углеродом в материале, образуя карбид хрома и истощая края кристаллов хрома, ухудшая их коррозионную стойкость в процессе, называемом сенсибилизацией. Такая сенсибилизированная сталь подвергается коррозии в областях вблизи сварных швов, где температура и время были благоприятными для образования карбида.Этот вид коррозии часто называют распадом сварного шва.
Knifeline attack (KLA) — это еще один вид коррозии сварных швов, поражающих стали, стабилизированные ниобием. Карбид ниобия и ниобия растворяется в стали при очень высоких температурах. При некоторых режимах охлаждения карбид ниобия не осаждается, и тогда сталь ведет себя как нестабилизированная сталь, вместо этого образуя карбид хрома. Это влияет только на тонкую зону шириной несколько миллиметров в непосредственной близости от сварного шва, что затрудняет обнаружение и увеличивает скорость коррозии.Конструкции из таких сталей должны быть полностью нагреты до примерно 1950 ° F (1070 ° C), когда карбид хрома растворяется и образуется карбид ниобия. Скорость охлаждения после такой обработки значения не имеет.
Присадочный металл (материал электродов), неправильно подобранный для условий окружающей среды, также может сделать их чувствительными к коррозии. Также возникают проблемы гальванической коррозии, если состав электрода достаточно отличается от свариваемых материалов или сами материалы не похожи друг на друга.Даже между разными марками нержавеющих сталей на никелевой основе коррозия сварных соединений может быть серьезной, несмотря на то, что они редко подвергаются гальванической коррозии при механическом соединении.
История
Основные статьи: Кузнечная сварка, Контактная сварка, Кислородная сварка и дуговая сварка вольфрамовым электродом в газе
Хотя примеры кузнечной сварки восходят к бронзовому и железному векам, дуговая сварка стала применяться гораздо позже. В 1802 году Василий Петров открыл непрерывную электрическую дугу и впоследствии предложил ее возможные практические применения, в том числе сварку.Французский изобретатель-электрик Огюст де Меритенс создал первую угольную дуговую горелку, запатентованную в 1881 году, которая успешно использовалась для сварки свинца при производстве свинцово-кислотных аккумуляторов. В 1881–1882 годах русский изобретатель Николай Бернардос создал метод электродуговой сварки стали, известный как углеродная дуга, с использованием углеродных электродов. Развитие дуговой сварки продолжилось с изобретением металлических электродов в конце 19 века русским Николаем Славяновым (1888 г.) и американцем К.Л. Гроб. Примерно в 1900 году А. П. Штроменгер выпустил в Великобритании металлический электрод с покрытием, который давал более стабильную дугу. В 1905 году русский ученый Владимир Миткевич предложил использовать для сварки трехфазную электрическую дугу. В 1919 году сварка на переменном токе была изобретена К.Дж. Холслагом, но не стала популярной в течение следующего десятилетия.
За это время также были разработаны конкурирующие сварочные процессы, такие как контактная сварка и кислородная сварка; но оба, особенно последняя, столкнулись с жесткой конкуренцией со стороны дуговой сварки, особенно после нанесения на электрод металлического покрытия (известного как флюс) для стабилизации дуги и защитить основной материал от примесей, разработка продолжается.
Во время Первой мировой войны в кораблестроении Великобритании начали использовать сварку вместо клепанных стальных листов. Американцы также стали более восприимчивыми к новой технологии, когда процесс позволил им быстро отремонтировать свои корабли после нападения Германии в гавани Нью-Йорка в начале войны. Впервые дуговая сварка была применена к самолетам во время войны, и фюзеляжи некоторых немецких самолетов были построены с использованием этого процесса. В 1919 году британский судостроитель Каммелл Лэрд начал строительство торгового судна Fullagar с цельносварным корпусом; она была спущена на воду в 1921 году.
В 1920-е годы в технологии сварки были достигнуты большие успехи, включая введение в 1920 году автоматической сварки, при которой электродная проволока подавалась непрерывно. Защитный газ стал предметом пристального внимания, поскольку ученые пытались защитить сварные швы от воздействия кислорода и азота в атмосфере. Пористость и хрупкость были основными проблемами, и разработанные решения включали использование водорода, аргона и гелия в качестве сварочной атмосферы. В течение следующего десятилетия дальнейшие успехи позволили сварку химически активных металлов, таких как алюминий и магний.Это, в сочетании с разработками в области автоматической сварки, переменного тока и флюсов, привело к значительному развитию дуговой сварки в 1930-х годах, а затем во время Второй мировой войны.
В середине века было изобретено много новых методов сварки. Сварка под флюсом была изобретена в 1930 году и продолжает оставаться популярной сегодня. В 1932 году россиянин Константин Хренов успешно осуществил первую подводную электродуговую сварку. Газовая вольфрамовая дуговая сварка после десятилетий развития была окончательно доведена до совершенства в 1941 году, а в 1948 году последовала газовая дуговая сварка металлическим электродом, позволившая быстро сваривать цветные материалы, но требуя дорогостоящих защитных газов.Используя расходный электрод и атмосферу двуокиси углерода в качестве защитного газа, он быстро стал самым популярным процессом дуговой сварки металла. В 1957 году дебютировал процесс дуговой сварки порошковой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки. В том же году была изобретена плазменная сварка. Электрошлаковая сварка была выпущена в 1958 году, а в 1961 году последовала ее разновидность — электрогазовая сварка.
Хотите поговорить с нашей командой?
Может быть, вы не уверены, какой сварочный аппарат вам подходит? Наши специалисты по продажам будут рады обсудить ваши требования к сварке.
Обладая обширными знаниями обо ВСЕХ марках и моделях, они могут предложить наиболее подходящую машину для вашего применения и бюджета.
С понедельника по пятницу в течение рабочего дня с 8:00 до 17:00 по Гринвичу мы постараемся ответить на ваш запрос в течение 2 часов с момента получения вашего электронного письма.
Знания о сварке — Часть 1
Основные процессы дуговой сварки
Существует четыре основных процесса сварки, которые генерируют тепло, необходимое для плавления металлов, за счет зажигания электрической дуги между электродом и металлом.Используются и другие дуговые процессы, но их применение ограничено или отсутствуют характеристики контроля и качества. Первоначально разработанная в конце XIX века, дуговая сварка быстро стала коммерчески важным процессом, особенно в судостроительном секторе во время Второй мировой войны.
Дуга — это разряд энергии между двумя проводниками при разных напряжениях. При сварке Его можно инициировать, сведя проводники, электрод и соединяемые металлы на мгновение вместе, чтобы создать короткое замыкание, а затем раздвинуть их, чтобы образовалась непрерывная дуга.Необходим опыт, чтобы эти два компонента не слипались. Дуга может поддерживаться только на очень ограниченном расстоянии, а при ручной сварке это зависит от навыков оператора. Развитие за последние несколько десятилетий привело к производству сложных источников питания для стабилизации дуги.
Температура, создаваемая в электрической дуге, обычно составляет от 5 000 до 20 000 ° C в зависимости от условий, но этого явно более чем достаточно для плавления всех распространенных сплавов с температурой плавления до 1 500 ° C.
Дуговая сварка вольфрамовым электродом (GTAW), часто называемая сваркой вольфрамовым электродом в среде инертного газа (TIG)
В качестве электрода используется неплавящийся вольфрамовый стержень, а инертный газ, обычно аргон, защищает электрод и зону соединения от загрязнения, в первую очередь от окисления при высоких температурах, преобладающих во время операции сварки.
Присадочный металл, выбранный для обеспечения оптимальных свойств шва, можно добавлять вручную или механически.
Преимущества
Процесс обычно ограничивается соединением тонких сечений, так как подвод тепла ограничен, но сварные швы могут быть выполнены без использования дополнительных присадочных металлов (автогенная сварка). Более толстые секции могут быть размещены за счет использования многопроходных отложений. GTAW — это в основном ручной процесс, но при создании нескольких стыков можно использовать автоматизацию. Этот процесс особенно подходит для выполнения начальных высококачественных наплавок — так называемого «корневого прохода» — перед выполнением многопроходных операций на толстых секциях с более высокой степенью наплавки.
GTAW — это управляемая чистая технология, которая широко используется для сварки нержавеющих сталей и химически активных сплавов, таких как титан, цирконий, алюминий и магний.
Недостатки
Скорость осаждения металла низкая, поэтому скорость сварки ограничена. Избыточный сварочный ток или плохая техника сварки могут вызвать плавление вольфрамового электрода и могут привести к переносу вольфрамовых включений в зону сварного шва.
Газовая дуговая сварка металла (GMAW), часто описываемая как металлический инертный газ (MIG) или металлоактивный газ (MAG)
Дуга возникает между непрерывно подаваемым электродом из присадочной проволоки и защитой, обеспечиваемой с помощью инертного газа, такого как аргон, для защиты проволочного электрода и расплавленной сварочной ванны.Гелий или смеси инертных газов на основе аргона и гелия полезны для некоторых применений. Процесс с активным газом, в котором диоксид углерода или смеси аргона, диоксида углерода и кислорода в основном используются для сварки углеродистых и низколегированных сталей.
Преимущества
Газовый экран защищает сварной шов, присадочную проволоку и зоны термического воздействия от загрязнения. Технологии как инертного, так и активного газа обеспечивают относительно высокие скорости наплавки по сравнению с процессом GTAW.
Недостатки
Процесс инертного газа трудно использовать в вертикальном положении, но, как правило, требует меньшего мастерства оператора, чем альтернатива активному газу.
Плазменно-дуговая сварка (PAW)
Этот метод в некоторых аспектах аналогичен GTAW и GMAW, но тепло генерируется суженной дугой между вольфрамовым электродом и соплом с водяным охлаждением (непереносимая дуга) или между вольфрамовым электродом и стыком (переносимая дуга).Присадочный металл добавляется в расплавленную сварочную ванну отдельно.
Преимущества
Вольфрамовый электрод утоплен в сопле, что сводит к минимуму вероятность загрязнения металла сварного шва. Он не так чувствителен к изменению длины дуги, как GTAW или GMAW, и поэтому требует меньше навыков оператора для сварки. Возможны высокие скорости сварки.
Недостатки
PAW значительно сложнее, чем другие процессы дуговой сварки, и требует тщательного контроля над конфигурацией наконечника электрода, его расположением и выбором отверстия.Оборудование вообще дороже.
Дуговая сварка под флюсом (SAW)
При этом защита присадочной проволоки и заготовки осуществляется не инертным газом, а инертным гранулированным флюсом. Дуга полностью скрыта флюсом, который плавится, когда дуга выделяет тепло. Флюс затвердевает по мере прохождения дуги по стыку, продолжая защищать сварной шов во время охлаждения, и заменяется новым флюсом из бункера.
Преимущества
Тепловые потери низкие, поскольку дуга погружена в инертный изолирующий флюс.Во флюс можно добавлять легирующие материалы для контроля состава металла сварного шва. Скорость сварки и скорость наплавки могут быть намного выше, чем при других дуговых процессах. Пила в основном используется для соединения толстых профилей.
Недостатки
Трудно сваривать, если стык не расположен горизонтально, чтобы предотвратить падение флюса под действием силы тяжести. Большое количество тепла может привести к деформации заготовки.
Опасности при дуговой сварке
Сварочный дым
В дымах, образующихся во время сварки, содержатся опасные вещества.Они возникают из-за инертных газов, покрытий на расходных материалах и паров металлов. Ссылки 1-3. Для уменьшения, а часто и устранения последствий, можно использовать два метода; интеграция систем местной вытяжной вентиляции и средств защиты органов дыхания (СИЗ).
Токсичность вольфрама
Чистый вольфрам имеет высокую температуру плавления, но другие характеристики делают его непригодным. Добавление тория дает улучшения, хотя различные организации опубликовали предупреждения о вреде для здоровья из-за потенциальной токсичности.Альтернативы торированному вольфраму легко доступны, и их следует использовать. [Ссылки 4-6]
Опасности, связанные с инертным газом
Хотя аргон не токсичен, он на 38% плотнее воздуха и поэтому считается опасным удушающим веществом в закрытых помещениях. Удаление избыточного инертного газа путем отвода во время сварки полезно, но при более широком использовании в качестве метода продувки сварного шва риск вдыхания значительно увеличивается [см. 7].
«Arc Eye»
Это болезненное состояние, вызванное воздействием на глаза ультрафиолетового излучения электрической дуги.Специальные стеклянные фильтры — необходимый аксессуар для защиты глаз от повреждений. [Ссылка 8]
Интенсивный нагрев
Во время дуговой сварки выделяется большое количество тепла, поэтому необходимо соблюдать осторожность, чтобы защитить открытые участки кожи. Использование изоляционных перчаток и щитков для лица и головы считается важным.
Список литературы
- Руководитель отдела здравоохранения и безопасности, Бакстон SK17 9JN UK. www.hse.gov.uk
- Здоровье окружающей среды, 1986 — Springer.Р. М. Стерн, А. Берлин, А. Флетчер и др. Международная конференция о вреде для здоровья и биологическом воздействии сварочного дыма и газов.
- Руководство по охране труда и технике безопасности: Инструктивная записка EH53 Средства защиты органов дыхания для использования против радиоактивности, переносимой по воздуху
- Дирекция по охране труда и технике безопасности HSE 564/6 (Rev) Хранение и использование торированных вольфрамовых электродов
- Директива Европейского Совета 90/394 / EEC
- Информационный документ WP-291 Разъяснение по вольфрамовым электродам для дуговой сварки.Huntingdon Fusion Techniques Ltd., SA16 0BU
- Опасность удушья при сварке и родственных процессах. Huntingdon Fusion Techniques Ltd., SA16 0BU
- Фотокератит (дугообразный глаз). Колледж оптометристов, Лондон, WC2N 5NG
Майкл Флетчер, доктор философии. Металлургия
Leeds University
Delta Consultants
Загрузить Технический документ по сварке — Часть 1
Этот информационный документ — успешно опубликован в журналах Worldwide Magazines , щелкнув логотип, вы можете прочитать статью:
Huntingdon Fusion Techniques HFT® — это гордых членов из:
Вам не разрешается использовать или копировать какие-либо из этих материалов или содержимого без письменного разрешения Huntingdon Fusion Techniques HFT®, защищенного авторскими правами.