все о главном. Часть 1
Пасты классифицируются по типу флюсов (см. рис. 1).
«Водорастворимую» паяльную пасту (остатки флюса после пайки растворяются водой), требующую обязательной отмывки из-за содержания активного флюса (см. таблицу 1), отмывают последовательно обычной, дистиллированной и деионизированной водой, причем на каждом этапе применяют струйную отмывку( например — FLUX-OFF или ультразвук. Для «водорастворимых» паст, не требующих обязательной отмывки, процесс ограничивается дистиллированной водой.
С пастами, требующими отмывки специальными жидкостями, ситуация иная. Вне зависимости от наличия в составе галогенов, такие пасты основаны на канифольных флюсах, поэтому для их отмывки после пайки рекомендуется применять растворитель типа HCFC и омыляющий реагент. Потом отмывочные жидкости, в свою очередь, отмываются дистиллированной, а затем деионизированной водой.
Вместе с тем, многие паяльные пасты, не содержащие галогенов, отмываются трудно и оставляют на поверхности плат белесый остаток флюса. При этом стойкость к осадке считается важнее отмываемости.
Большинство паяльных паст, не требующих отмывки, освобождают производство от этого технологического процесса. Флюсы таких паст защищают паяное соединение от коррозии подобно лаку. Сосредоточимся на пастах, не требующих отмывки: они наиболее технологичны.
Рис. 2. Состав паяльных паст
Часто говорят: безотмывочные пасты не должны содержать галогенов. Надо четко уяснить, что если в документации на пасту указано «Требует отмывки», то мыть надо обязательно, а если такой маркировки нет, то вопрос решается исходя из дополнительных требований к изделию: внешний вид, нанесение лака.
В Японии, например, галогенсодержащие пасты (0,2%) в процессах без отмывки после пайки гораздо популярнее безгалогенных. Галогенсодержащие паяльные пасты сравнительно более технологичны, например, по паяемости, но часто уступают безгалогенным пастам по надежности, что проявляется в снижении сопротивления изоляции готового монтажа. Это объясняется более высокой химической активностью остатков флюса. Таким образом, паяемость и надежность, в большинстве случаев, — взаимоисключающие факторы.
В идеале, для пайки без отмывки нужна паста без галогенов, но с паяемостью, как у галогенсодержащей пасты.
Трудность заключается в повышении химической активности безгалогенных безотмывочных паст. В большинстве таких паст в качестве активатора вместо галогенсодержащих соединений используются органические кислоты, причем чем меньше молекулярный вес кислоты, тем больше способность активации. Поскольку активирующее действие органических кислот гораздо слабее, чем у галогенсодержащих компонентов, стараются ввести в систему флюса пару десятков относительно активных органических кислот.

Рис. 3. Основные характеристики, учитываемые при разработке или выборе паяльных паст
Вместе с тем такие высокоактивные органические кислоты поглощают влагу. Это чревато: оставшаяся в остатках флюса на поверхности подложки кислота при взаимодействии с водой ионизируется, что уменьшает поверхностное сопротивление изоляции и ведет к электромиграции.
В системах активации в паяльных пастах (здесь автор опирается на технические данные по пастам фирмы «KOKI»)используются менее гигроскопичные органические кислоты и специально разработанный безионный активатор. Эта специальная система не диссоциирует на ионы, ее электрические свойства стабильны, а активирующая способность не уступает галогенам. Благодаря высокой температуре активации, безионный активатор в сочетании с тщательно подобранными органическими кислотами делает активацию на стадии оплавления более длительной. В результате паяемость улучшается не в ущерб надежности.
Вот примеры популярных типов паст:
- паяльная паста для высокоскоростной печати;
- паяльная паста с высокой смачивающей способностью;
- паяльная паста для автоматического внутрисхемного тестирования;
- универсальная паста с чрезвычайно длительным временем жизни на трафарете.
| Стадии жизненного цикла пасты | Контролируемые характеристики |
|---|---|
| Хранение | Неизменность вязкости и паяемости |
| Нанесение пасты | Тонкая печать с шагом 0,5 мм и сверхтонкая — с шагом 0,4 мм. Время жизни после нанесения. Растекаемость пасты. Отделяемость от стенок апертур трафарета. Скорость печати (нормальная — до 100 мм/с, скоростная — 200 мм/с и более). Тиксотропный индекс (изменение вязкости в процессе оплавления). Полнота заполнения апертур. Размазываемость пасты по трафарету (паста должна образовывать плотный валик перед ракелем). |
| Монтаж компонентов | Клейкость. Стойкость пасты к осадке (растеканию). |
| Оплавление | Образование перемычек (короткие замыкания). Наличие частиц припоя в остатках флюса. Выворачивание и отрыв компонентов (tombstoning). Смачиваемость (образование галтели припоя). |
| Контроль качества | Остатки флюса должны обеспечивать бесперебойную работу АОИ — автоматической оптической инспекции. Для паяльных паст, предназначенных для последующего ICT-контроля, остатки флюса должны быть пластичными и оставаться на зондах. |
| Качество отмывки | При необходимости отмывки от остатков флюса она должна быть полной, без белого налета. |
СОСТАВ ПАЯЛЬНЫХ ПАСТ
Паяльные пасты состоят из припоя и флюса (см. рис. 2). При выборе комплекса припой + флюс для паяльной пасты учитывают характеристики, приведенные на рис. 3.
Порошок припоя
Для производства порошка припоя используют методы газового и центробежного распыления. Особенности метода газового распыления:
— получение частиц малого размера;
— легкость управления процессом образования окисной пленки на поверхности частиц;
— низкий уровень окисления частиц припоя.
Полученные частицы порошка припоя имеют размеры 1–100 мкм. На распределение размеров частиц припоя и их диаметр влияет скорость подачи припоя, скорость вращения шпинделя и содержание кислорода.
Порошок получают в емкости высотой около 5 м и диаметром 3 м, которая заполнена азотом и кислородом очень малой плотности (см. рис. 4). Слитки припоя плавят в тигле, расположенном в верхней части резервуара. Расплавленный припой капает вниз на шпиндель, вращающийся с большой скоростью. Когда капли припоя попадают на шпиндель, происходит разбрызгивание припоя в направлении стенок резервуара, при этом припой приобретает сферическую форму и затвердевает до того, как эти частицы достигнут стенки резервуара.

Рис. 4. Получение порошка припоя газовым распылением
Затем порошковый припой попадает на сортировочное сито, где лучше всего использовать метод двойной сортировки порошка припоя. На первой стадии порошок сортируют струей азота от воздуходувки. При этом отсеиваются частицы с размерами меньше нужного. Затем порошок идет на сито, где задерживаются частицы с размерами, превышающими заданные величины.

Рис. 5. Степень окисления частиц припоя в зависимости от их размера
Паяльные пасты с размером частиц 20–38 мкм применяются при монтаже печатных плат с шагом апертур трафарета до 0,4 мм, а с размером 20–50 мкм — для шага от 0,5 мм.
На качество порошков влияют два фактора.
Распределение размера частиц влияет на реологию паяльных паст, печать, растекаемость, характер отделения от трафарета и показатели осадки паст. Минимальный размер апертур трафарета зависит от минимального размера контактных площадок на печатной плате, при этом максимальный размер апертуры меньше или равен размеру контактной площадки. Нужный размер частиц подбирайте из расчета, что в самую маленькую апертуру трафарета должно гарантированно уместиться не менее 5 частиц припоя, как показано на рис. 12
Флюс
Второй компонент паяльной пасты — это флюс. Роль флюса в паяльных пастах та же, что и при пайке «волной припоя», или селективной пайке. Флюс должен:
— удалить оксидную пленку и предотвратить повторное окисление в процессе пайки. Металлические поверхности в условиях высоких температур при оплавлении быстро окисляются. Твердые компоненты флюса при этих температурах размягчаются и переходят в жидкое состояние, покрывая и защищая спаиваемые поверхности от повторного окисления. Флюс восстанавливает металл и удаляет оксидную пленку с поверхности контактов электронных компонентов, финишного покрытия печатной платы и поверхности порошка припоя;
— удалить загрязнения. Впрочем, флюс не справится с большим количеством пото-жировых отпечатков, поэтому лучше плату брать в руки в перчатках;
— обеспечить стабильность вязкости пасты, требующуюся при печати и оплавлении.
Основные флюсующие компоненты и их роль указаны в таблице 3.
| Группа | Вещества | На что влияют | Пояснение |
|---|---|---|---|
| Активаторы | Аминхлоргидрат. Органические кислоты и т.д. | Активирующая способность (паяемость). Надежность (поверхностное сопротивление остатков флюса, уровень электромиграции и коррозии). Срок хранения. | Именно эти компоненты в основном обеспечивают эффективное удаление окислов. Активаторы не только размягчают и переводят в жидкую форму древесные смолы, они также смачивают поверхность металла и реагируют с окислами. |
| Канифоли | Древесная канифоль. Гидрированная канифоль. Диспропорционированная канифоль. Полимеризующаяся канифоль. Канифоль, денатурированная фенолом. Канифоль, денатурированная эфиром. | Печать. Паяемость. Стойкость к осадке. Клейкость. Цвет остатков флюса. Контролепригодность. | Эти виды канифоли размягчаются на стадии предварительного нагрева (температура размягчения 80–130°С) и растекаются по поверхности частиц припоя и по подложке. Фирма «KOKI» обычно использует натуральные древесные канифоли. В зависимости от вида обработки они имеют различный цвет (чаще всего желтый или желто-оранжевый), активирующую способность и температуру размягчения. Для управления технологическими свойствами (осадкостойкостью, клейкостью и т. д.), а также свойствами остатка (его цветом, пластичностью, способностью обеспечивать тестируемость схемы) обычно в состав флюса входит не менее 2–3 различных видов канифоли. |
| Тиксотропные материалы | Пчелиный воск. Гидрированное касторовое масло. Алифатические амиды. | Четкость печати. Вязкость. Тиксотропность. Стойкость к осадке. Запах. Отмываемость. | Эти компоненты позволяют обеспечить стойкость пасты к напряжениям сдвига, возникающим в процессе печати и установки компонентов на плату, и восстанавливают вязкость пасты после нанесения ее на подложку. Дополнительные компоненты обеспечивают легкое отделение пасты от трафарета, что улучшает качество печати. |
Рассмотрим теперь факторы, влияющие на качество печати.

Рис. 6. Факторы, влияющие на качество печати
ПРИНТЕРЫ
Электронная промышленность развивается, и плотность монтажа компонентов на печатной плате растет, а размер компонентов уменьшается. Из-за этого требования к характеристикам и качеству паяльных паст ужесточаются.
Критичный фактор при монтаже печатных плат с высокой плотностью монтажа компонентов — выбор оборудования и параметров печати, а также качество и характеристики паяльных паст. Это означает, что даже если подобрана потенциально очень хорошая паяльная паста, результат может оказаться удручающим только из-за неправильной установки рабочих параметров принтера или неудачного подбора ракеля и способа изготовления трафарета.
Факторы, определяющие качество печати, перечислены на рисунке 6. Рассмотрим их подробнее.
Трафареты
Способы изготовления трафаретов (см. рис. 7):
— химическое травление;
— лазерная резка;
— гальванопластика.
Прежде использовались трафареты, полученные химическим травлением, в силу их относительной дешевизны. Однако форма апертур таких трафаретов не позволяет получать качественную печать при размере апертур менее 0,5 мм.
Трафареты, изготовленные лазерной резкой, имеют меньший размер апертур, но на стенках апертур остается окал, получившийся в результате плавления металла. Без дополнительной обработки такие трафареты невозможно использовать для апертур шириной менее 0,4 мм или под корпуса BGA c диаметрами площадок 0,25–0,3 мм. Эта проблема легко решается путем электрополировки трафаретов, которая убирает шероховатость со стенок апертур, что позволяет использовать такие трафареты при размере апертур до 0,2 мм.
Третий метод — гальванопластика — дает трафареты с размером апертур до 0,1 мм. Используется крайне редко, потому что такой размер апертур практически не используется, а стоимость производства высока.
Толщина трафарета определяется минимальными размерами и шагом между апертурами. Чем тоньше трафарет, тем лучше результаты при печати, поскольку тонкие трафареты вызывают меньшее напряжение сдвига в пасте при отделении от подложки (см. рис. 8).
Рекомендуемая толщина трафарета в зависимости от размера апертур приведена в таблице 4.


| Минимальный шаг выводов, мм | Толщина трафарета, мкм |
|---|---|
| > 0,65 | 0,15; 0,2 |
| 0,5 | 0,12; 0,15 |
| 0,4 (диаметр MBGA 0,3 мм) | 0,12; 0,15 |
| SMD 0201 | 0,08; 0,1 |
| SMD 03015; 01005 | 0,08 и менее |
Желательно, чтобы размер апертуры был несколько меньше площадки на печатной плате, чтобы скомпенсировать растяжение трафарета, допуски на совмещение и осадку паяльной пасты. Пример апертуры под контактную площадку вывода корпуса QFP (шаг 0,5 мм) приводится на рисунке 9.

Рис. 9. Размер отверстия в шаблоне должен быть меньше размера площадки
Геометрическая форма апертур сильно влияет на число дефектов пайки. Поэтому к изготовлению трафаретов нужно подходит очень ответственно, как на этапе конструирования, так и на этапе изготовления.
Правила расчета размеров апертур иллюстрирует рисунок 10. Рисунок 11 показывает, что при использовании апертур со скругленными углами уменьшается адгезия между пастой и стенками апертур при отделении трафарета от подложки, что уменьшает искажение отпечатка.


Рис. 10. Расчет размеров отверстия в трафарете Рис. 11. В отверстиях со скругленными углами адгезия между пастой и стенками отверстий меньше
Что касается минимального размера апертур, то не менее 5 самых больших шариков припоя должны вписываться в самую маленькую апертуру по ее меньшей стороне (см. рис. 12).

Ракели
Ракели бывают резиновыми и металлическими. Резиновые ракели подразделяются по форме на квадратные, плоские и сабельные (см. рис. 13). Нельзя сказать, какой из ракелей лучше: от рабочего угла ракеля зависит растекаемость пасты, а хорошая растекаемость дает должное заполнение каждой апертуры паяльной пастой.
Рабочий угол сабельного ракеля составляет 70–80°. Поскольку сила, направленная вниз, относительно невелика, такой ракель больше подходит для паст с низкой вязкостью.
У квадратного ракеля рабочий угол составляет 45°. Он оказывает высокое давление на паяльную пасту, поэтому его лучше применять для высоковязких паст. Если работать этим ракелем с низковязкими пастами, то паста затечет под трафарет (см. рис. 14).
Рабочий угол плоского ракеля — 50–60°. Изменяя угол наклона, можно работать с пастами различной вязкости.
При работе с резиновыми ракелями надо постоянно следить, чтобы рабочая кромка всегда была острой. При износе кромки приходится увеличивать нажим, чтобы избежать размазывания пасты. При этом возрастает и давление, под которым происходит заполнение апертур пастой, что увеличивает трение между частицами припоя и неблагоприятно влияет на отделяемость пасты от стенок апертур.
В отличие от резиновых, жесткие металлические ракели не изнашиваются, работают долго и не захватывают пасту из отверстий.
Рис. 13. Типы резиновых ракелей
Рис. 14. Затекание пасты под шаблон при неправильном выборе пары ракель/вязкость пасты
Виды и способы нанесения паяльных паст
Качество работы электронной техники в большой мере зависит от прочности соединения компонентов схем c печатными платами. Хорошее спаивание обеспечивает паяльная паста. Эта смесь выполняет несколько функций.
Характеристики
 Пастообразная масса содержит припой, фиксирующие вещества и флюс. Для создания консистенции в пасту вводят растворители, стабилизаторы, вещества для поддержания стабильной вязкости, активаторы.
Пастообразная масса содержит припой, фиксирующие вещества и флюс. Для создания консистенции в пасту вводят растворители, стабилизаторы, вещества для поддержания стабильной вязкости, активаторы.
Припойная компонента может быть представлена эвтектическими сплавами из свинца и олова, содержание которого составляет 62-63 %, с добавлением серебра или без такого. Иногда припой представлен бессвинцовыми сплавами из олова (95,5-96,5 %) и серебра с добавками или без добавок меди.
Большое значение имеют размеры частичек вязкой массы, в зависимости от которых для нанесения следует использовать трафарет либо дозатор для паяльной пасты. Оба способа реализуются без паяльника.
Если частицы имеют круглую форму, можно применять и трафарет и дозатор. Сферические крупицы обычно получаются вследствие пульверизации припойной компоненты при получении паяльной пасты.
Размеры и форма частиц обуславливают возможные сложности применения.
Паяльная паста с очень маленькими частицами в связи с большой поверхностью соприкосновения с воздухом может быстро окисляться. Мелкие крупинки могут образовывать шарики из припойной массы. Очень крупные круглые частицы, крупинки неправильной формы склонны закупоривать трафарет.
Согласно размерам и форме частиц паяльные пасты подразделяются на 6 типов. Выбор нужно осуществлять с учетом шага вывода и размерами окон трафарета.

Флюс, как составляющая припоя
Классификации подлежат также флюсовые компоненты. Существует 3 вида флюсов в составе паяльных паст:
- канифольные;
- водосмываемые;
- безотмывные.
Канифольная группа флюсов представлена активированными, умерено активированными и совсем неактивированными композициями. Паяльные флюсы, не подвергавшиеся активации, проявляют самую маленькую активность.
Наибольшее распространение получили флюсы со средней активностью. Они хорошо очищают поверхность, растекаются по ней, смачивают соединяемые детали. Однако они могут вызывать коррозию. Поэтому после пайки рабочую зону нужно отмывать специальными растворителями или горячими водными растворами.
Паяльные флюсы, подвергавшиеся значительному активированию, применяют для сильно окисленных деталей. После пайки рабочее место отмывают органическими смесями со спиртом.
Водосмываемые флюсовые композиции изготовлены на основе органических кислот. Они обладают большой активностью, способствуют образованию хорошего шва, но требуют обязательного отмывания очищенной горячей водой.
Не нужно отмывание при работе с флюсами, сделанными из синтетических или натуральных смол. Даже если после пайки на поверхности будут присутствовать остатки, это не навредит изделию.
Остаток не проводит ток, устойчив к окислению. Его можно не отмывать. При желании промывание можно сделать специальными растворителями или горячими водными растворами.
Реологические особенности
Важными характеристиками паяльных паст для поверхностного монтажа являются вязкость, клейкость, длительность периода сохранения свойств, способность создавать объемное соединение на плате.
Знание количественных показателей реологических свойств позволяет правильно выбрать принтер для нанесения паяльной пасты, который сможет рационально дозировать порции.
Наносят пасту с учетом склонности к увеличению вязкости пастообразной массы. Уменьшение вязкости происходит при повышении температуры. Чтобы успешно паять паяльной пастой, нужно периодически к массе добавлять новые порции и контролировать показания температуры в рабочей зоне. Это можно легко делать при использовании автоматов для трафаретной печати, оснащенных термодатчиками.
На многих упаковках с импортными пастами указывают «время жизни». Значение определяет интервал времени с момента распечатывания банки до окончания пайки, в течение которого реологические свойства останутся неизменными.
Если показатель невысокий, для получения качественного соединения работать придется оперативно. Сейчас в продаже имеются смеси, со «временем жизни» 72 часа. С такими средствами можно работать не спеша.

Важной характеристикой является клейкость паяльной пасты, которая отображает способность детали удерживаться на плате до начала работы.
Некоторые пасты могут фиксировать электронные компоненты более суток, что удобно при монтаже больших плат. Составы с низкой клейкостью способны удерживать элемент 4 часа.
В продаже имеется большой ассортимент паяльных паст, часть из которых продается в шприце для ручного или автоматического дозирования, другие – в банках, картриджах.
Продукция в банках предназначена для станков трафаретной печати. Сделаны они из металлических листов с большой скрупулезностью, что позволяет вырезать на плате ячейки для нанесения паяльной пасты с точностью до 0, 1 мм.
Специальные виды трафаретов могут регулировать толщину нанесения пастообразной массы. Станки могут работать как в ручном, так и в автоматическом режимах. Дорогостоящие модели дополнительно оснащены системой очистки трафаретов, что значительно увеличивает производительность работ.
Условия хранения
 На многокомпонентные паяльные смеси влияют внешние факторы. Условия, выполнение которых требуется для правильного хранения, указывают на упаковке. С ними следует ознакомиться и неукоснительно соблюдать.
На многокомпонентные паяльные смеси влияют внешние факторы. Условия, выполнение которых требуется для правильного хранения, указывают на упаковке. С ними следует ознакомиться и неукоснительно соблюдать.
Обязательно указывают не только температуру, пригодную для хранения, но и диапазон ее возможных отклонений.
Обычно, при температуре хранения, превышающей 30 ℃, смесь необратимо ухудшается. Очень холодное окружение может ухудшить выполнение функций активаторами, содержащимися в припое или термопасте.
Большое значение имеет время, через которое паста приобретает комнатную температуру. Важно знать:
- как долго ее нужно перемешивать;
- какая температура и влажность воздуха должны выдерживаться при использовании пасты;
- сколько ее можно хранить при указанных условиях.
При влажном воздухе в паяльной массе из-за впитывания воды могут появляться шарики припоя. Срок, условия хранения паяльных паст отличаются, зависят от состава. Ели выполнять указания производителей, то качество пайки будет соответствовать ожиданиям.
Для водопроводных систем
 Совершенно отдельную группу составляют пастообразные композиции, предназначенные для монтажа паяльником фитингов из меди и ее сплавов в системах водоснабжения. К этим составам предъявляются особые требования, которые строго регламентирует ГОСТ.
Совершенно отдельную группу составляют пастообразные композиции, предназначенные для монтажа паяльником фитингов из меди и ее сплавов в системах водоснабжения. К этим составам предъявляются особые требования, которые строго регламентирует ГОСТ.
Ни один из компонентов пасты не может быть токсичным. Флюс должен полностью исключить окисление шва, попадание продуктов коррозии в воду.
Пасты для водоснабжения абсолютно не подходят для работы с электронными схемами по многим причинам, в частности потому, что к ним, для увеличения прочности соединения, часто добавляют медь или серебро. В электронике такие композиции не находят применения.
Паяльная паста Sparta 913345: состав, применение, описание
Китайская компания «SPARTA» специализируется на производстве паяльного оборудования, инструментов и материалов для пайки. Одним из видов продукции компании является паяльная паста «Sparta», выпускаемая в нескольких модификациях. Как и любая другая, она представляет собой однородную смесь, состоящую, в основном, из мелких гранул припойного порошка с RMA-флюсом, и различных других веществ, придающих составу гелеобразное состояние.

Важные особенности продукции компании «SPARTA» 

Паяльная паста «Sparta» всех видов используется для пайки большого количества компонентов, предназначенных для поверхностного монтажа (SMD – Surface Mounted Device). При пайке используется метод группового прогрева – инфракрасным излучением, конвекционным способом. Этот технологический метод изготовления электронных печатных плат признан одним из самых эффективных. Паяльная паста «Спарта» имеет следующие важные преимущества:
- при пайке не нужны высокотемпературные паяльники;
- для прогрева платы достаточно применения паяльного фена;
- нет разбрызгивания нерасплавленных капель припоя в процессе пайки;
- обладает хорошей клейкостью, что позволяет фиксировать компоненты схемы на плате до оплавления;
Состав и основные характеристики
Во многих технологиях электронного монтажа нашла широкое применение паяльная паста Sparta 913345. В состав паяльной пасты Sparta 913345 входят RMA-флюс и мелкогранулированный порошок припоя, причем этот порошок практически не вступает в реакции окисления. В ее составе имеются также специальные вяжущие присадки-загустители, а для получения нужной вязкости добавляют растворители. Флюс и порошок припоя изготавливаются раздельно, после чего они смешиваются.

Паяльная паста Sparta 913345
При нанесении на плату паста удаляет все оксидные пленки с металлических поверхностей спаиваемых деталей. После завершения процесса пайки плата не нуждается в отмывании. Остатки флюса препятствуют коррозии и возможным другим процессам, которые могут привести к ухудшению характеристик электронного изделия. Все паянные соединения отличаются высокой надежностью и аккуратностью. Вблизи контактных площадок не образуются шарики припоя.
Особенности пайки – рекомендуемая методика
В промышленных масштабах технология пайки с помощью паяльных паст отработана до тонкостей. Сложности возникают у тех, кто сам собирает различные электронные устройства. Существуют множество методик, как паять схемы этим способом. Для начала нужно приобрести нужную пасту. Паяльная паста Sparta 913345 удовлетворит потребности самых взыскательных умельцев. Процесс изготовления печатных плат и монтажа компонентов разбит на несколько этапов.
Подготовка макета
Это очень важный этап в изготовлении платы. На плотный лист бумаги или на картон, размерами с будущую плату в натуральную величину наносится рисунок токоведущих дорожек. Затем на этот рисунок следует аккуратно разложить все компоненты схемы (микросхемы, транзисторы, диоды, резисторы, конденсаторы) в том порядке и положении, каких они затем будут установлены и запаяны на плате.
Этим этапом пренебрегать не следует, так как после нанесения пасты, времени на перебор даже подготовленных элементов и выбор нужного по номиналу, размеру, мощности практически не будет.
Нанесение пасты на плату
После того, как плата будет подготовлена (протравлена и зачищена), на нее, согласно описанию паяльной пасты Спарта 913345, мягкой кисточкой наносят слой средства. Необходимо помнить, что сверлить отверстия в плате можно только после пайки. Кисточкой наносят слой средства такой толщины, чтобы были видны дорожки. Если на плате имеются значительные по площади пустые места, то их покрывать не следует, только рабочие дорожки.

Применение паяльной пасты Sparta 913345
Производитель рекомендует перед нанесением средства перевернуть емкость так, чтобы осевший на дно припой равномерно распределился по всему объему. В инструкции по применению пользователям рекомендуется работать со средством в респираторе и в хорошо вентилируемом помещении.
Заключительные этапы монтажа печатной платы
На подготовленную плату с макета аккуратно перенести все элементы и установить на рабочие места. Следить, чтобы выводы всех компонентов схемы точно попали на свои контактные позиции. Если среди компонентов имеются достаточно большие элементы (например, мощные тиристоры), то их при переносе с макета на плату нужно прижать с небольшим усилием. Мелкие детали достаточно просто аккуратно уложить пинцетом на свои места.
После установки элементов схемы на свои места плату подвергают термообработке. После того, как паста расплавится по всей поверхности платы, термообработка прекращается. Плату оставляют остывать. В инструкции о том, как пользоваться паяльной пастой Sparta, указывается, что в этот период нельзя трогать, а, тем более, прижимать к плате любые элементы, так как припой может вытечь из-под них и что-то замкнуть.
Кисточкой промыть остывшую плату вначале водой с моющим средством, затем спиртом. Если пасты было нанесено слишком много, на плате могут остаться мельчайшие шарики припоя. Они удаляются той же кисточкой.
Заключение
Такой способ изготовления печатных плат увеличивает в десятки раз скорость пайки, которая получается очень аккуратной. Главная проблема – приноровиться к режимам термообработки платы. Но здесь уже открывается простор для творческой мысли мастера.
Как самому сделать паяльную пасту
Необъятные просторы страны и сложные климатические условия приводят к тому, что иногда расходные материалы для паяния проще изготовить самостоятельно, чем попасть на ближайший рынок или в специализированный магазин.
В домашних условиях можно сделать не все, но паяльная паста в этом плане исключение. Имея самые доступные компоненты, ее вполне удастся изготовить своими руками.
Необходимые свойства
 Существует множество рекомендаций от умельцев, каждый из которых опирается на собственный опыт и возможности. Конечный продукт после реализации любого совета должен иметь основные качества, без которых паста для пайки не сможет выполнить требуемые функции.
Существует множество рекомендаций от умельцев, каждый из которых опирается на собственный опыт и возможности. Конечный продукт после реализации любого совета должен иметь основные качества, без которых паста для пайки не сможет выполнить требуемые функции.
Важными являются следующие свойства:
- устойчивость к окислению;
- гомогенное состояние;
- отсутствие склонности к расслаиванию;
- приемлемая вязкость;
- достаточная клейкость;
- легкость удаления остатков;
- исключение разбрызгивания при пайке;
- отсутствие негативного влияния на детали;
- хорошая растворимость в традиционно применяемых жидкостях.

Как показывает опыт мастеров паяльную пасту, соответствующую всем приведенным критериям можно изготовить своими руками в домашних условиях.
На растительных маслах
 Многие рекомендуют применять для паяльной пасты-флюса масло из ядер пальмы. Оно само по себе уже имеет подходящую консистенцию, позволяет выполнять самую тонкую пайку при проведении электротехнических работ.
Многие рекомендуют применять для паяльной пасты-флюса масло из ядер пальмы. Оно само по себе уже имеет подходящую консистенцию, позволяет выполнять самую тонкую пайку при проведении электротехнических работ.
Увеличить активность такой паяльной пасты можно прибавлением хлорида аммония. Концентрацию добавки варьируют от 5 % до 10 %. Некоторые домашние умельцы считают необходимым ввести в паяльную смесь еще солянокислый анилин.
При выполнении тонкой работы хорошо зарекомендовала себя паяльная флюсовая паста, сделанная дома своими руками из самых доступных средств. Нужно взять 100 г обычного растительного масла.
Желательно использовать рафинированный продукт. Он очищен от примесей, не будет вспенивать паяльную пасту при повышении температуры. Понадобится еще 300 г чистого говяжьего жира. Лучше взять перетопленный жир, не содержащих примесей волокон и мышечных тканей.
Основной компонент самодельной паяльной пасты канифоль. Ее понадобится 500 г. Все это нужно соединить в фарфоровой чашке, аккуратно перемешать, нагревая до полного расплавления.
В однородную смесь нужно всыпать 100 г тонкоизмельченного хлорида аммония, перемешивая до растворения. Горячую паяльную пасту, сделанную своими руками, следует сразу поместить в банку для последующего хранения. Оставлять состав в чашке не рекомендуется.
На минеральном масле

Мелкие детали удобно паять с помощью самодельной флюсовой пасты из двух компонентов. Для ее приготовления своими руками следует взять любое минеральное масло (продукт переработки нефти) в количестве 900 г.
Оно не должно содержать примесей кислотного характера. В масло нужно постепенно ввести 100 г хлорида аммония, растирая смесь до однородного состояния. Готовый продукт сразу поместите в закрывающуюся емкость.
Некоторым мастерам нравятся в работе вязкие растворы. Для таких ситуаций рекомендуется хлористый аммоний в указанной пропорции растворить в керосине.
Для лужения
 При работе с кузовами автомобилей, при пайке проводов нужна паста для лужения. Есть в продаже хорошие готовые средства. Можно приготовить подобие своими руками.
При работе с кузовами автомобилей, при пайке проводов нужна паста для лужения. Есть в продаже хорошие готовые средства. Можно приготовить подобие своими руками.
Рекомендуется взять мелкоизмельченный порошок олова без всяких крупных частичек, припой-третник и разбавить смесь глицерином. Тщательно перемешивая и регулируя количество глицерина, можно получить пастообразную массу требуемой консистенции.
Иногда вместо глицерина и припоя к пылевидному олову добавляют готовый глицериновый флюс.
Имея желание и минимальные навыки работы можно без всяких проблем приготовить удобный в использовании паяльный материал.
Паяльная паста (флюс) для SMD компонентов: какой лучше выбрать?
Качественная пайка поверхности плат микросхем обеспечивается за счёт специальных компонентов, где паяльная паста для SMD играет весомую роль. Согласно общепринятой классификации, промышленность использует несколько подвидов материалов, используемые для эффективного соединения, в частности:
- Отмывочная группа.
- Безотмывочная группа.
- Растворимые на основе водной жидкости.
- Галогеносодержащие.
- Без состава галогенов.

Паяльная паста для СМД компонентов
Что такое СМД и основные принципы
Применение флюса для пайки СМД компонентов имеет свои особенности, которые позволяют улучшить соединение поверхности микросхем и плат. Общая рекомендация по применению флюса для пайки SMD эффективны к чип-резисторам, а также SOIC, LQFP, QFN и другие. Нанесение тончайшего слоя материала позволяет осуществлять производственную пайку без ущерба качества. Кстати, дословно с английского значение паста для пайки SMD, переводится как «использование компонентов для поверхностной пайки»(Surface Mounted Devices). Как видно из рабочего названия пасты, она позволяет обеспечить достаточную монтажную плотность соединения по сравнению с обычными технологиями.

Процесс пайки SMD компонента
Большинство умельцев ошибочно считает, что использование СМД-компонентов непрактично в домашних условиях. Большинство мастеров считает, что только ТН-технология может понадобиться в домашних условиях, хотя главная проблема, это выбор правильного диаметра жала паяльника. Неопытные мастера действительно не знают тонкостей применения пайки SMD паяльной пастой, так как результатом работы является «заляпывание» оловом СМД – контактов печатной платы. Чтобы избежать типичных ошибок, следует учитывать некоторые параметры: капиллярный эффект, который должен иметь тонкую структуру строения, а также поверхностное натяжение и правильное смачивание обрабатываемой поверхности. Игнорирование поставленных задач не сможет в полной мере ответить на трудный вопрос, какой флюс лучше для пайки SMD в домашних или промышленных масштабах.
«Важно!
Качественный контакт с ножками микросхемы платы с SMD компонентами происходит по одной простой причине, эффект начинает оказывать сила общего действия натяжения, которая формирует отдельные независимые капли образования на поверхности платы олова.»
Как видно из общего описания, действия мастера сведены к минимуму и флюс для пайки SMD компонентов осуществляет только разогрев ножек применяемых частей микродеталей. Помните, при работе с очень мелкими компонентами и деталями может произойти схватывание (непредвиденное соединение) технологических элементов к жалу работающего горячего паяльника, что негативно сказывается на дальнейшей работе микросхемы.
Особенности технологии в заводских условиях
Для промышленного производства паста для пайки SMD компонентов адаптирована под групповую систему, где задействована электронная система нанесения флюса по поверхности микросхемы. На поверхности контактных рабочих площадках используют тонкую технологию нанесения при помощи шелкографии. Таким образом, по своей технологии и консистенции материал чем-то напоминает нам привычную зубную пасту. Субстанция включает в себя припой порошка, а также компоненты флюса. Вся субстанция перемешивается и конвейерным способом наносится на поверхность микросхемы.

Внешний вид пасты для СМД
Автоматизированная система аккуратно переворачивает платы, которые необходимо запаять, далее микросхемы перемещаются в температурный шкаф, где происходить растекание массы с последующим припоем. В печи, под воздействие требуемой температуры происходит условное обтекание технологических контактных ножек SMD компонентов, и в итоге получается довольно прочное соединение. После температурного шкафа микросхему снова перемещают в естественную среду, где происходит остывание.
Можно ли самостоятельно паять пастой SMD?
Теоретически да, но практически нужен довольно большой опыт для проведения данной технологической операции. Для работы нам понадобятся следующие инструменты и препараты:
- Специальный паяльник с тонким жалом для SMD-компонентов.
- Бокорезы инструментальные.
- Пинцет производственный.
- Шило или специальная тонкая игла.
- Материал припоя.
- Увеличительное стекло, можно лупу (необходимо будет постоянно наблюдать за тонкими ножками СМД-компонентов).
- Флюс с нейтральными безотмывочными свойствами (дополнительный препарат).
- Шприц, при помощи которого будем наносить флюс.
- Если нет безотмывочного препарата, используем настой спиртовой и канифоль.
- Паяльный фен средней нагрузки и мощности.
Флюс всегда должен быть в жидком состоянии, таким образом, вы полностью обеззараживаете поверхность микросхемы. Кроме этого, препарат в процессе работы убирает образование окислов на поверхности платы. Помните, что спиртовой раствор совместно с канифолью не могут обеспечить качество пайки, и их применение допустимо только в том случае, если нет под рукой подходящего состава для пайки.
Выбор паяльника
Для работы требуется подобрать специальный паяльник, который имеет регулировку диапазона нагрева. Для работы с микросхемой подойдёт паяльник, который имеет рабочую температуру нагрева не боле +250…+300 С. Если под рукой нет такого паяльника, допускается использовать устройство с мощностью от 20 до 30 Вт и не более 12-36 Вольт.
Паяльник с напряжением 220 Вольт не сможет обеспечить качество пайки, где очень трудно регулировать требуемую температуру нагрева флюса.

Паяльник для пайки СМД компонентов
Не советуем применять паяльник с жалом типа «конус», это приведёт к повреждению обрабатываемой поверхности. Самым оптимальным жалом является тип «микроволна». Паяльник с напряжением 220 Вольт не только быстро нагревается, но и приводит к тому, что в процессе пайки происходит улетучивание компонентов. Для эффективной работы паяльника, рекомендуем использовать тончайшую проволочку для обеспечения взаимодействия жала, флюса и припоя.
- Помещаем SMD- компоненты на специальную контактную рабочую площадку.
- Наносим жидкий препарат на ножки задействованных компонентов очень аккуратно.
- Под действие рабочей температуры происходит растекание флюса и припоя по контактной площадке.
- Даём время необходимого для того, чтобы могли остыть контакты и препарат на поверхности платы.
Но, для микросхемы процедура пайки немного отличается от вышеприведённой:
- Производим монтаж SMD-контактов на точно установленные контактные места.
- В метах соединения смачиваем флюсом.
- Для качественного припоя делаем надёжный контакт с одной стороны, после этого припаиваем другую ножку.
- Предельно аккуратно припаиваем другие рабочие компоненты, не забываем при этом жалом паяльника удалять образования.
В некоторых случаях допускается использовать для пайки специальный паяльный фен, но для этого необходимо создать подобающие рабочие условия. Помните, что фен допускается разогревать только до температуры +250 С, не более (в редких случаях до +300 С).
Видео: как сделать флюс для пайки SMD своими руками
Небольшой обзор паяльной пасты BST-706
Как-то так получилось, что имея опыт работы с паяльником более 35 лет я ни разу не пользовался паяльными пастами, хотя слышал о них очень много. И вот решил заполнить этот пробел взяв для обзора тюбик одного из представителей этого большого семейства, пасту Best BS-706.Кому интересны мои первые попытки работы с паяльной пастой и впечатления после этого, прошу в гости.
Вообще очень хочется попробовать разные пасты в сравнении. И как по мне, то такой вариант обзора был бы более интересен читателю и познавателен для меня. И это возможно будет когда нибудь, но пока в руках у меня только один тюбик и экспериментировать я буду с ним.
Прислали пасту в обычном пакетике, внутри лежала туба в виде шприца.
По понятным причинам взвешивать пасту отдельно от тюбика проблематично, потому пришлось взвешивать все вместе. Общий вес 35.6 грамма, длина тюбика около 100мм.
На странице магазина указаны размеры, в общем-то все совпадает.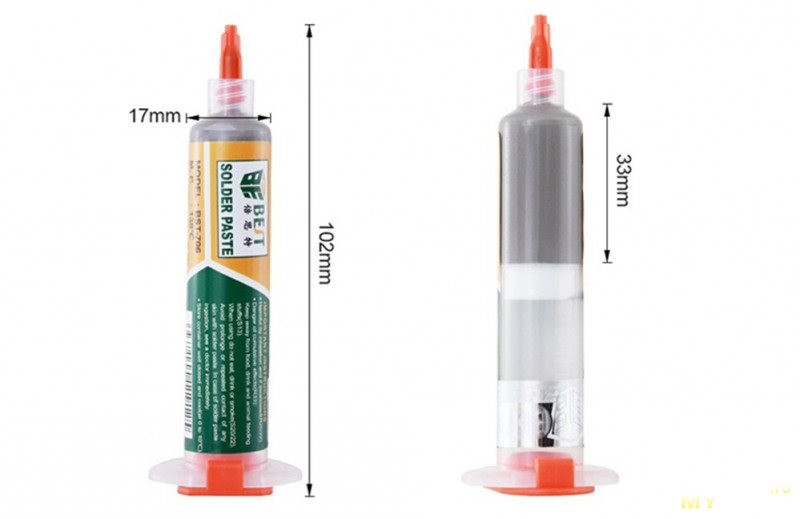
Отверстие для толкателя закрыто крышечкой, но самого толкателя в комплекте нет, пришлось использовать колпачок от маркера, по диаметру подошел просто идеально, с небольшим трением, но по длине коротковат, впрочем в конце обзора будет фото как это выглядит 🙂
Заявленный состав пасты:
Олово — 99%
Медь — 0.7%
Серебро — 0.3%
Температура плавления — 138 градусов Цельсия
Объем — 10 куб.см
Также на наклейке указан список мер предосторожности, если коротко — не есть, в глаза не совать, руки после работы мыть.
К сожалению иглы в комплекте нет, если открутить колпачок то видно довольно толстую трубочку. Паста очень текучая, я немного выдавил её и через некоторое время она просто стекла на стол.
Вообще суть паяльной пасты довольно проста, большое количество микроскопических шариков припоя находится в специальном флюсе представляя собой единую массу. При нагревании флюс помогает смочить припаиваемые поверхности, а припой собственно спаивает их.
На температуру плавления влияет состав припоя, в данном случае заявлено 138 градусов и припой состоит из олова (99%), меди (0.7%) и серебра (0.3%), паста BST328 от той же фирмы имеет температуру плавления 183 градуса и состав — Олово (63%) + свинец (37%).
Как по мне, то флюса здесь многовато из-за чего паста кажется очень жидкой. Флюс прозрачный, его хорошо видно на фото.
Для теста использовалась компрессорная паяльная станция Aoyue-2738, которой я пользуюсь уже много лет и печатные платы изготовленные заводским способом.
Сначала я решил просто поэкспериментировать, или как можно выразиться, «набить руку». А если говорить проще, то попробовать что это такое вообще, паяльная паста.
Для этого я сначала нанес немного пасты на контактные площадки платы, пасту наносил в разном количестве чтобы оценить разницу. Температура воздуха была выставлена около 250 градусов.
Первое впечатление — паста все таки очень текучая, поток воздуха надо выставлять как можно меньше или компоненты сдувает с платы. Кроме того по задумке компоненты должны были сами выставиться ровно за счет сил поверхностного натяжения, но этого почему-то не произошло.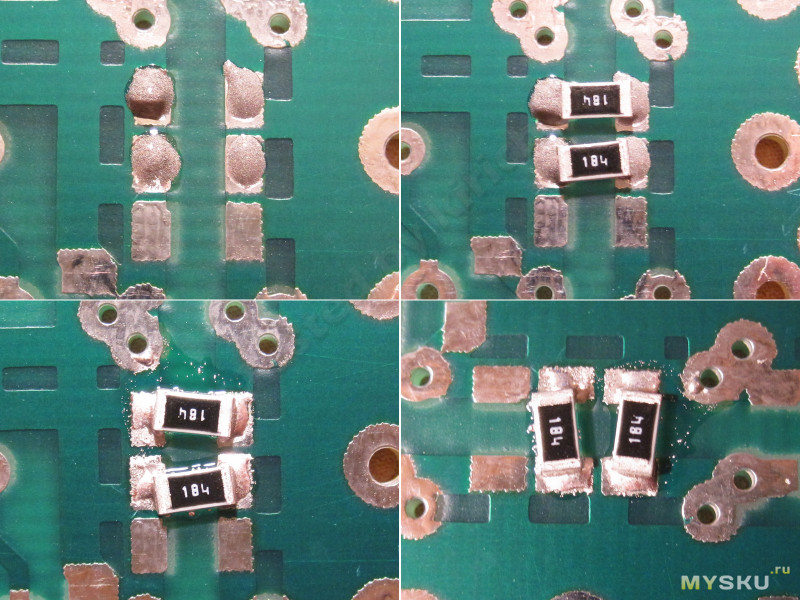
Попробовал немного по другому, просто наляпал пасты на плату, кстати здесь видно «песочную» структуру пласты.
После прогрева компонент установился довольно ровно, а лишняя паста собралась в более крупные шарики припоя, не очень понравилось то, что под резистором припой так же норовит собраться в шарики.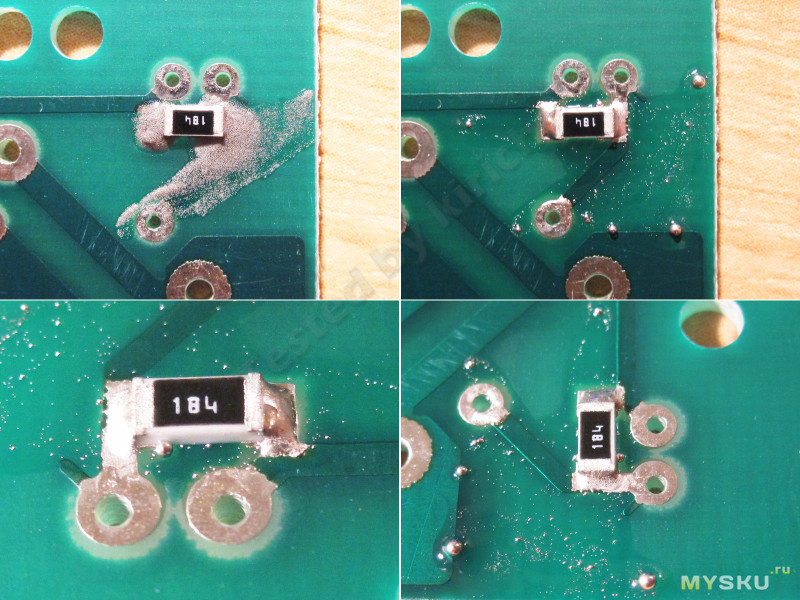
А вот дальше идут уже тесты.
Для начала я нанес пасту на четыре площадки печатной платы.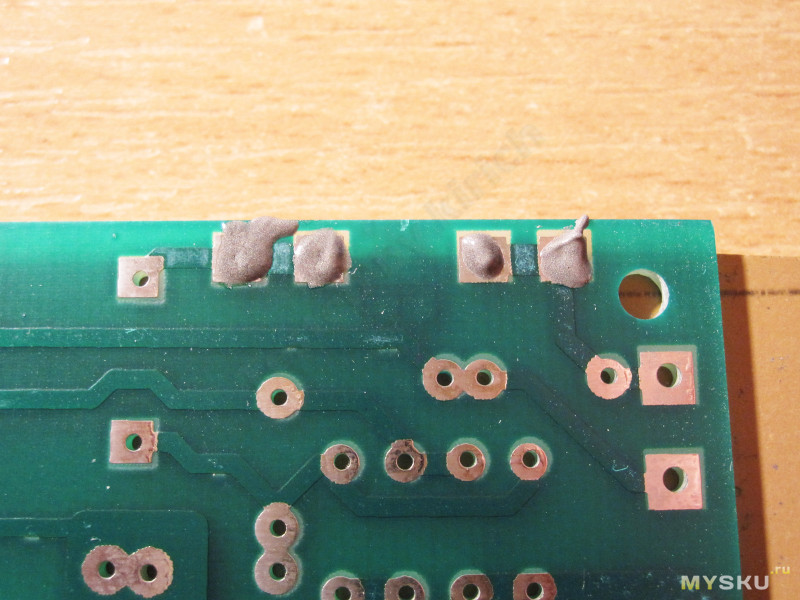
Выставил температуру 140 градусов.
К сожалению температура довольно сильно колеблется, примерно от 137 до 170 градусов. Происходит это из-за очень малого потока воздуха и большой мощности нагревателя. При падении температуры контроллер включает нагрев, температура быстро убегает до 165-170 градусов, потом плавно падает до 135-140.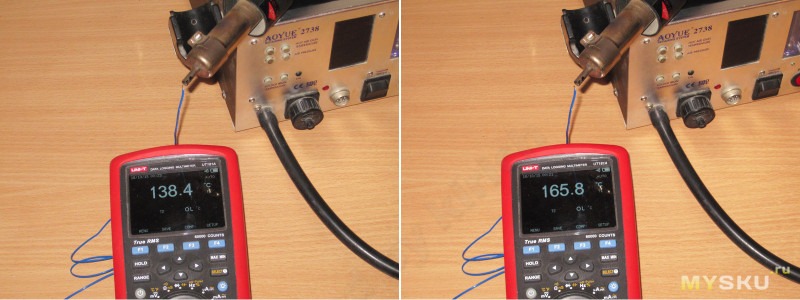
Вообще конечно более корректно было бы измерять температуру в точке пайки так как она будет ниже чем температура воздуха выходящего из сопла станции. Но правильно поймать момент также будет сложно, потому я решил ограничиться сопоставлением температуры воздуха выставленного в настройках паяльной станции и полученным результатом. Старался греть площадки так чтобы не затрагивать соседние.
И так, слева направо — 140-150-160-170-180-200-210-220 градусов.
При температуре 140-170 градусов паста просто растекается, при 180 пытается плавится, при 200-220 плавится уверенно.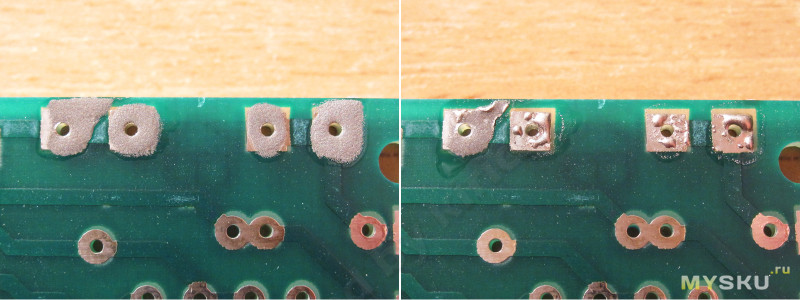
В качестве второго теста я просто нанес много пасты на несколько контактных площадок и посмотрел как она поведет себя после прогрева, т.е. площадки слипнутся вместе или разделятся как должно быть.
В принципе все довольно неплохо, большая часть припоя оказалась там где и должна быть, меньшая часть собралась в крупные шарики.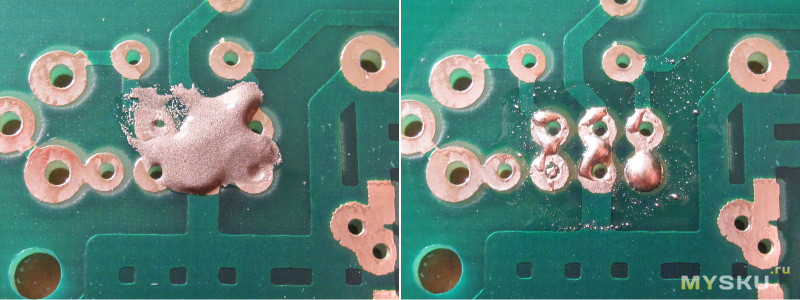
Следующим тестом шла пайка пары резисторов размера 1206, здесь также неплохо, если не считать того что опять из-за большой текучести пасты резисторы сдвигает потоком воздуха.
Флюс почти прозрачный, но после смывки спиртом остаются белёсые следы и сам припой немного матовый.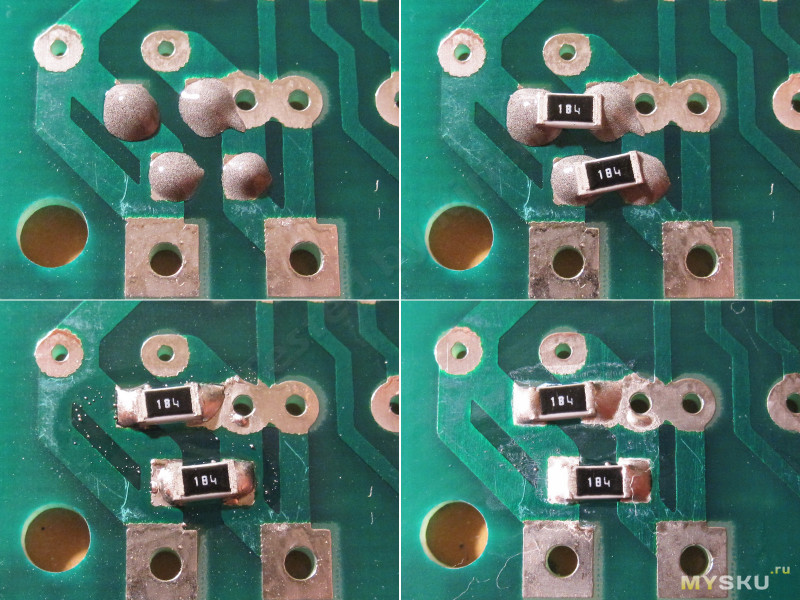
Для примера пайка того же резистора обычным паяльником тем припоем, которым я обычно пользуюсь. Процедура такова — держу компонент пинцетом, касаюсь жалом с припоем одной площадки и фиксирую, затем прикасаюсь жалом и припоем второго контакта припаивая его, после этого привожу в порядок первый контакт. По описанию кажется что процесс долгий и неудобный, но на самом деле все проще, я сначала так фиксирую все SMD компоненты, а потом все их паяю. Иногда использую обычный флюс, у нас он называется F-3.
На фото видно правильную пайку, когда она получается зеркальной, в отражении можно даже немного рассмотреть мою руку которая держала фотоаппарат.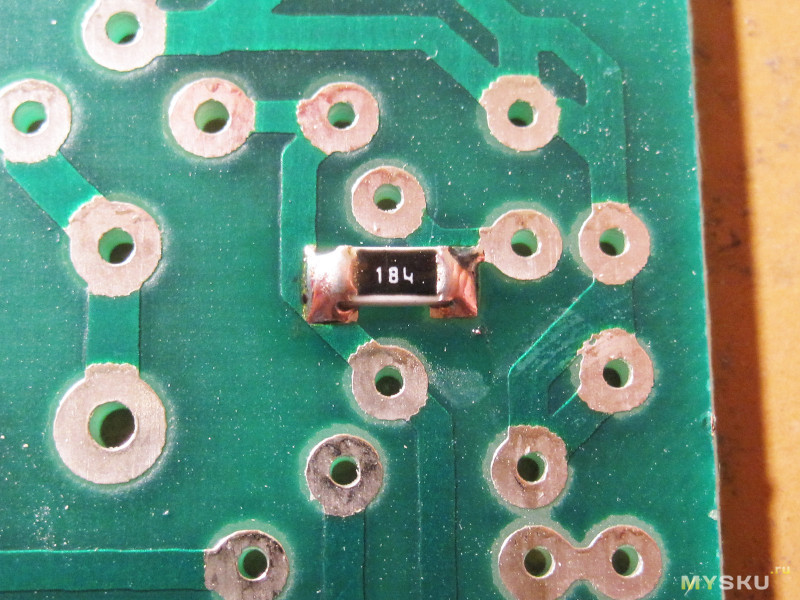
Альтернативный и более правильный вариант нанесения пасты, через трафарет. Для этого я использовал кусочек пластика в котором прорезал отверстия.
Изначально была мысль изготовить нормальный трафарет при помощи лазерного гравера, но мне он не очень был нужен, а просто для обзора делать это довольно долго, потому решил ограничиться таким вариантом.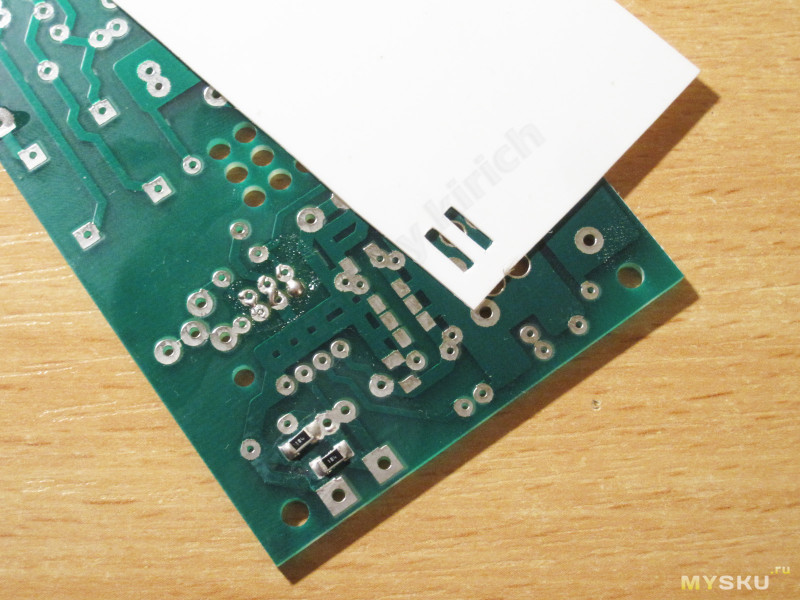
Прикладываем трафарет. накидываем сверху пасту, снимаем лишнее при помощи чего нибудь плоского, получаем нанесенную на плату пасту.
Пленка немного неровная, потому кажется что пасты мало, на самом деле она получилась вровень с толщиной пластика, около 0.5мм.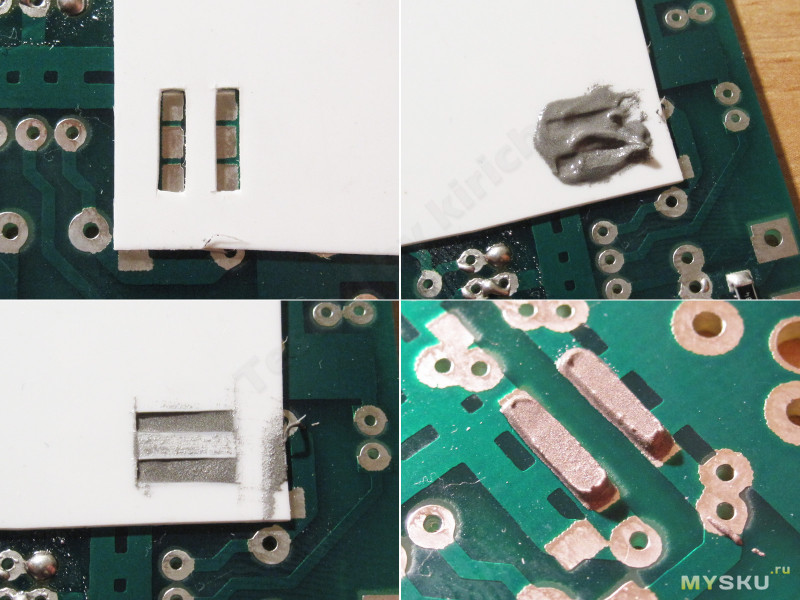
Устанавливаем компоненты, при этом толщина пасты получилась примерно такой же как толщина компонента. Компоненты держатся хорошо, я без проблем переворачивал плату «вверх ногами», ничего не падало и не смещалось.
Прогреваем феном.
В итоге два компонента припаялись почти на отлично, а один развернуло под 90 градусов 🙁
После этого я промыл плату и уже потом снял с платы припаянные компоненты, под ними почти чисто и если бы не развернутый компонент я бы сказал что тест пройден.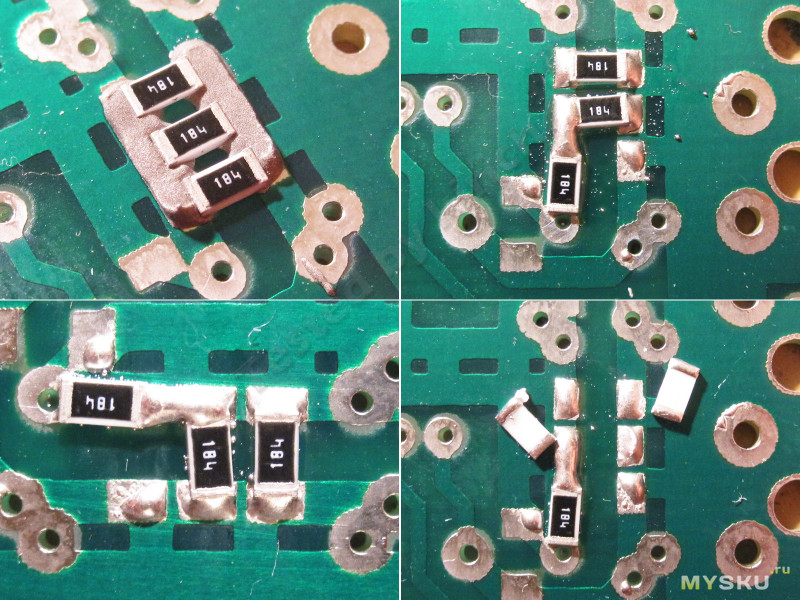
Видео попыток пайки.
Во втором тесте фен был немного не перпендикулярен поверхности платы, потому компоненты стало сдувать. Так как снимать и греть было не очень удобно, то заметил уже во время съемки, но видео решил не удалять.
В процессе тестов было использовано несколько печатных плат и кучка SMD резисторов. Дальше экспериментировать не очень удобно, так как каждый раз приходилось брать новую плату, но думаю что и так получилось наглядно.
Кстати на этом фото как раз видно маркер в роли толкателя для шприца.
Предвижу закономерный вопрос, а что за одинаковые платы на фото. Это я когда-то давно делал под заказ блоки питания, а так как заказывали их часто и с разными характеристиками, то разработал универсальную плату.
Один из примеров можно увидеть здесь.
Но эта же плата позволяла строить и более мощные БП, примерно до 70-100 Ватт, как я делал здесь.
Одно время была даже мысль делать такие наборы для сборки блоков питания, но опытным это неинтересно, а новичкам я бы побоялся давать набор где есть опасность влезть в сетевое напряжение.
В качестве выводов что либо сложно сказать, объективно я судить не могу, так как не имею опыта работы с паяльными пастами, потому придется судить субъективно.
В некоторых ситуациях паста может быть полезна, например для облегчения выпаивания «сложных» компонентов при помощи разбавления припоя находящегося на плате.
Лично мне не понравилась большая текучесть из-за которой надо либо далеко держать фен от платы и тогда придется греть большую площадь, либо ставить совсем малую мощность компрессора.
Но понравилось то, что паста хорошо держит компоненты на плате до пайки, не сильно загрязняет плату после и вообще ведет себя в общем-то неплохо
Возможно кто-то из более опытных читателей подскажет хорошие пасты и пояснит, возможно я что-то просто делал не так как надо.
На этом у меня все, надеюсь что обзор был полезен, как всегда буду рад вопросам, советам и просто комментариям.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Паяльная паста
Доброго времени суток!Появилась идея сделать несколько обзоров на инструмент/расходники купленных в Китае, и который используется длительный срок. Так сказать после боевых испытаний. Начнём !
Паяльная паста «mechanic xg-50»
Фото самой баночки


Изначально внутри её было не много, а так как пользуюсь порядочное количество времени то естественно фото количества пасты внутри банки не имею, но приблизительно пол объёма баночки заполнено.
Вот как выглядит её содержимое сейчас
Тык

Наношу её я специальным инструментом, без него никак
Специнструмент

Паста очень густая, не машется, а как бы «нашкрябывается» на место нанесения кусками
Пример нашкрябывания на провод ПВС 3х0,75
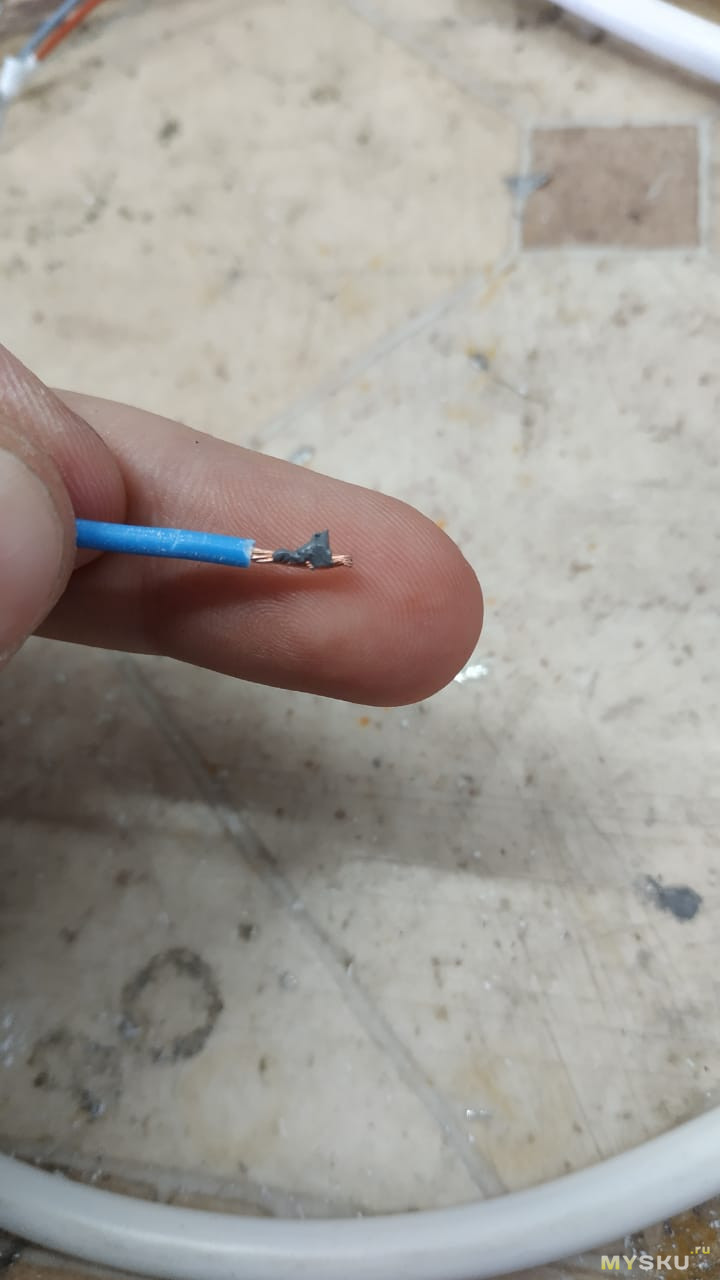
Паяется паста очень легко, достаточно нагреть паяльником 2-3 секунды
Результат залуживания провода

Подытожим: Я не профессиональный пайщик и даже не любитель. Пайкой занимаюсь не очень часто, в основном либо залуживание проводов, либо их сращивание. Так как я криворукий то данные не хитрые процессы занимали у меня уйму времени и было решено облегчить свои муки покупкой не дорогой паяльной пасты.Температуру плавления не могу назвать так как пользуюсь простым паяльником без регулятора, состав мне тоже не особо важен. После сращивания проводов каждый раз проверяю на разрыв место спайки, обычно результат великолепный т.е. разорвать не получается. Из минусов только крайне неприятный запах (мне показался похожим на запах доширака с курицей) и густота.Если вы хотите облегчить себе работу такого же характера как я описал выше, то рекомендую к покупке. Если вы разбираетесь лучше меня и знаете наизусть состав своей любимой пасты и температуру её плавления, то вы молодец, просто этот обзор не для вас.
Добра вам!