Самодельная фурнитура для откатных ворот (комплектующие)
В обзоре рассмотрим подробно, какие элементы обязательно необходимы для нормальной работы откатных ворот. Отталкиваясь от этого можно будет судить, что действительно реально изготовить самостоятельно и как это лучше сделать. Также коснемся плюсов готовых комплектов и возможности заменить самодельные элементы на заводские на уже существующих воротах при желании.

Для начала следует внимательно рассмотреть строение откатной конструкции на фото ниже. Там как раз перечислены основные комплектующие, за счет которых удерживаются и перемещаются ворота.

Направляющий рельс
Откатные ворота имеют консольную конструкцию. Снизу к створке необходимо приварить направляющий рельс – профильную балку, внутрь которой в дальнейшем заводятся роликовые опоры. Таким образом рельс (а значит и створка) сможет катиться по роликам из стороны в сторону.
В проезде ворота двигаться будут словно на весу, опираясь на продолжение створки (хвостовую часть) и ролики. Поэтому сам рельс берется длиной в 1,5 ширины воротного проема. Нагрузка при этом будет не только от веса ворот, но и от давления свободного края створки (своеобразный рычаг), так что необходимо обеспечить достаточную прочность роликов и рельса.
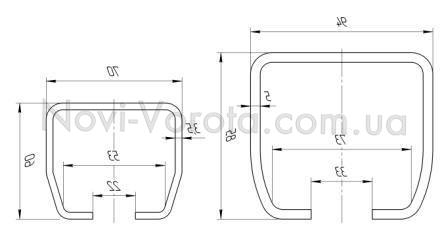
При самостоятельном изготовлении рельса берут квадратную трубу, в основном выбирают со стороной 60, 80 или 100 мм. Стоит заметить, что с воротами весом до 300 кг следует приобретать трубу со стенками толщиной от 3,5 мм, а при более тяжелой створке или проеме шире 5 м нужна уже труба толщиной 5 мм. По длине такая направляющая труба будет во всю длину створки с хвостовиком – нижняя труба рамы приваривается к рельсу сверху. А вот для того, чтобы рельс был способен двигаться по роликам, снизу трубы придется делать специальный вырез. Можно болгаркой.
Такой способ изготовления нарушает изначальную целостность трубы. В связи с этим со временем может возникать деформация рельса, створка начинает подклинивать, требовать повышенных усилий для перемещения. Деформации и искривления могут появиться уже на стадии выполнения выреза в стенке вследствие нагрева металла в ходе работ.

Заводское производство позволяет придать направляющей особую форму в поперечном сечении, чтобы максимально подстроиться под взаимодействие с роликами. Большинство изготовителей рельс выполняет из стали с высоким содержанием углерода, что предотвращает возникновение деформаций от нагрузок. Важно, чтобы внутренняя поверхность элемента была гладкой, без окалин, раковин и прочих дефектов, приводящих к подклиниванию ворот.
Некоторые производители предлагают направляющие только из черной стали, а другие изготавливают еще и оцинкованные. Второй вариант, естественно, дороже, но при этом срок службы рельса будет увеличенным. Это связано с тем, что если наружную сторону можно прогрунтовать и покрасить, защитив от коррозии, то обработать вручную внутреннюю так просто не получится.

Используются в основном направляющие двух стандартов. Обычная (малая) рассчитана на створки до 300 кг весом (или 400-500 кг общей нагрузки), а для более тяжелых или длинных ворот на проемы от 5 м идет уже увеличенная (большая) балка.
Направляющий рельс крепят к нижней трубе несущего каркаса. При этом сваривание производится прихватками, а не сплошным швом. Обычный шаг – шов по 15-20 мм через каждые 700 мм, причем с обеих сторон и так, чтобы получался шахматный порядок.
Сплошной сварочный шов запрещен, так как вызывает деформацию рельса.

Роликовые опоры
Роликовые каретки поставляются парой. Устанавливают их на подготовленный фундамент с закладной, причем по разные стороны швеллера. Стараются, чтобы дистанция было максимально возможной, тогда плечо створки будет меньше, а значит, снизится нагрузка на каретки и рельс.

Создание роликовой опоры своими руками потребует наличия листовой стали толщиной от 10 мм и выше, а также 16 подшипников (по 8 на каждую каретку) и оси для них.

Дешевые подшипники китайского производства долго не протянут, а вот более дорогие скорее всего оправдают надежды. По размеру подшипники подбираются под выбранную в качестве рельса трубу, чтобы могли легко ходить внутри нее, но не болтаться. Важно, чтобы пыльники подшипников были металлорезиновыми, а не просто металлическими, так как потребуется защита шарикового механизма не только от пыли, но и от влаги. Согласитесь, что атмосферные осадки и близость к земле (роса, брызги, сырость) способны вызывать коррозию металла, а из-за этого элементы просто станут непригодными к работе.
Металл опоры также должен быть защищен от коррозии. Цинкование в бытовых условиях выполнить вряд ли удастся, но можно хорошо прогрунтовать и покрасить в несколько слоев. В дальнейшем надо будет регулярно контролировать состояние такого покрытия, так как защиту на 100%, тем более надолго оно обеспечить не может.
Изготовленные на заводе роликовые опоры бывают различными. На рынке можно встретить каретки с металлическими и с полимерными обоймами подшипников.
Рекомендуется приобретать металлические ролики. Полимеры требовательны к соблюдению температурного режима, а разрешенный диапазон обычно задается в пределах от -20°С до +50°С. Выход за эти рамки приводит к поломке полимеров или потере формы.
У заводских кареток верхняя часть подвижна относительно основания. Это сделано для того, чтобы ролики могли немного наклоняться в сторону движения створки. Нагрузка оптимально распределяется, ход ворот становится более легким и плавным, а также снижается износ самих кареток.

Плюсом заводских опор можно считать и оцинкованную поверхность, надежно оберегающую данные элементы от разрушительного воздействия влаги.
Устанавливать роликовые опоры заводского производства можно двумя способами:
- на регулировочные пластины
- без них
При отказе от регулировочных пластин, роликовые опоры будут приварены непосредственно к швеллеру, забетонированному в фундамент. Изначально основания элементов лишь прихватываются сваркой, оставляя возможность скорректировать их положение, если движение окажется затрудненным. Принцип следующий: прихватили опоры, проверили легкость движения, если недостаточно хорошо идут, то срезали и переставили ролики и снова проверили работоспособность. Когда добьетесь перемещения ворот без лишних усилий, тогда основания роликов можно обварить окончательно.

Установка на регулировочные пластины изначально похожа на монтаж без них. Отличием является то, что к швеллеру будет приварена не сама опора, а пластина, а каретки крепятся к последней с помощью шпилек и гаек. Использование регулировочной пластины позволяет в дальнейшем изменять высоту расположения роликов простым вращением гаек, чтобы добиться идеального хода ворот, особенно после возможного проседания фундамента на неустойчивых почвах.

Важно! Ролики не должны болтаться в трубе. Зазор между стенкой рельса и роликами допустим в пределах 1-2 мм, иначе створка будет клевать, то есть свободный край окажется ниже полочки уловителя, не позволяя закрыть ворота полностью.
Верхняя направляющая пластина
Данный элемент поддерживает створку за верхний край, выполняя несколько задач: удерживает ворота от падения, поддерживает строго вертикальное положение и направляет движение по прямой в сторону уловителей.
При самостоятельном изготовлении верхней поддержки есть где развернуться фантазии «умельцев». Примером может послужить конструкция с фотографии:

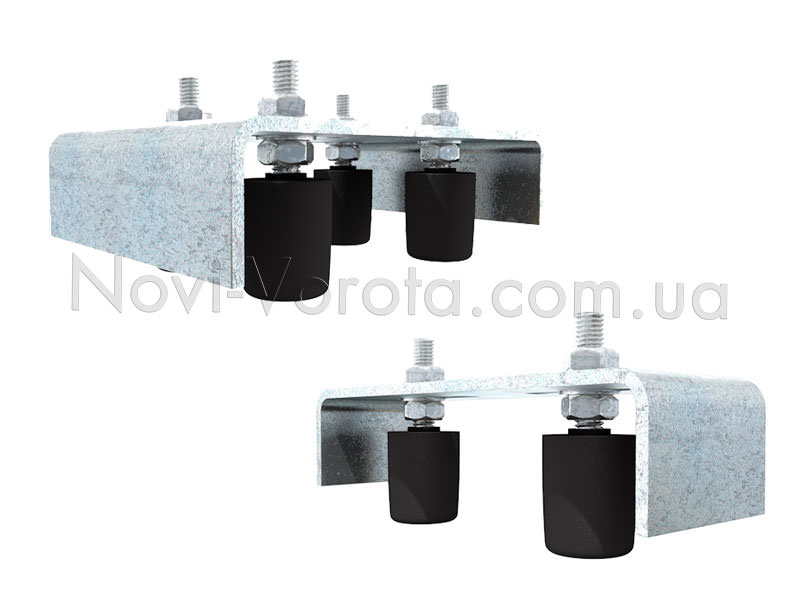
В заводских условиях выполняется верхняя пластина с парными роликами. Делают элементы с 2-мя или 4-мя роликами для легких и более тяжелых ворот соответственно. Для того, чтобы пластина сумела справиться с предстоящими нагрузками и не разогнуться, желательно выполнять ее из стали порядка 4 мм толщиной.
Сами ролики от разных производителей могут идти с пластиковой или резиновой поверхностью. Пластик может царапать створку, так что резина все же предпочтительнее.
Монтаж заводской верхней пластины производится на нащельнике ближайшей к кареткам воротной опоры. Чтобы не увеличивать дистанцию от столба до створки, а максимально прижать ее к столбу, один из роликов частично заводится внутрь нащельника в предварительно выполненный вырез размером 60*40 мм.


Створка ставится на свое место (каретки заводятся в рельс) и пропускается верхним срезом между роликами поддерживающей пластины. Ролики подгоняют согласно толщине рамы, передвинув болты в продолговатых пазах пластины и не забывая убедиться в вертикальности створки.

Нижний уловитель
Элемент необходим для перераспределения нагрузки при запертых воротах. Перемещается створка на весу, но удерживать ее так постоянно недопустимо – ролики с рельсом быстро выйдут из строя. Поэтому свободный край при закрытых воротах обязательно должен опереться о полочку уловителя.
Для создания нижнего улавливателя подойдут пара отрезков уголка и пластина из металла не тоньше 3мм, которые свариваются между собой. Менее крепкий элемент может разрушиться или деформироваться.

Нижний уловитель заводского производства снабжен лепестками – отгибами для гарантированного попадания ворот в улавливатель при ветре или наличии незначительного люфта.

Крепят данный элемент на дальний от роликов нащельник при помощи сварки.

Важно выдержать правильную высоту, чтобы створка заезжала на полочку с подъемом данного края на 3-4 мм.

Нижний концевой ролик
Данное колесико необходимо для плавного закатывания створки в уловитель.
Сам ролик и его конструкция могут быть любыми, удобными для изготовления. Важно лишь продумать систему крепления элемента к рельсу створки.

Заводские концевые ролики могут быть с колесом из металла или пластика. В принципе, для легких ворот до 300 кг весом полимера вполне достаточно.

С более тяжелыми створками от 300 кг необходим металлический ролик.
Не редко современные элементы снабжаются стальной пластиной перед роликом. Такое дополнение заменяет переднюю заглушку для торца рельса, тогда резиновая заглушка в комплекте будет лишь одна, для заднего среза направляющей.
Концевой ролик крепится непосредственно в направляющую рядом с торцом. Заводской элемент фиксируется пластиной и парой болтов.

Концевой ролик закатывает створку на полочку уловителя, составляя вместе с ним третью точку опоры для конструкции. Это позволяет разгрузить роликовые опоры.

Верхний уловитель
Данный элемент фиксирует створку при закрытых воротах. Если его не установить, то ворота будут греметь, а периодическое давление на створку (в том числе и ветра) сможет приводить к деформации.
Для изготовления верхнего улавливателя можно взять просто отрезок гнутого швеллера, можно сварить пару уголков или согнуть полосу длиной 6-10 см. Металл необходим как минимум 4 мм толщины.

Произведенный на заводе верхний уловитель выполнен в виде П-образной скобы с теми же лепестками-отгибами. Такая форма позволяет створке попасть на свое место даже при наличии люфта.

Верхний уловитель приваривают к тому же нащельнику, что и нижний.

Крепить его можно после всех остальных элементов.

Не все производители включают верхний улавливатель в базовый комплект, предлагая приобретать его отдельно. При выборе подходящего набора стоит убедиться в полноте комплектации.
Заглушки
Данные элементы закрывают торцы рельса от снега, грязи и излишней влаги.
Когда изготавливают заглушки самостоятельно, то чаще всего берут просто пластины из листовой стали 1-2 мм толщиной, изготавливают детали по размерам сечения направляющей и заваривают с их помощью торцы.
Заглушки заводского производства в основном выполняются из резины и являются съемными благодаря гофрированной части, за счет которой удерживаются в профиле.

Устанавливаются заглушки с обеих сторон рельса вручную. При наличии стальной пластины на концевом ролике потребуется лишь один резиновый элемент для противоположного края.

Преимущества заводского комплекта фурнитуры перед самодельным
Относительно недавно фурнитура заводского производства стоила слишком дорого, чтобы ее мог позволить себе любой желающий. Готовые комплекты завозились из-за рубежа по 300-400 долларов, а еще монтаж оплатить надо было. В связи с этим некоторые мастера приспособились изготавливать комплектующие самостоятельно, что было очень востребовано на тот момент.
Для создания роликовых опор необходим был токарь, который смог бы обточить подшипники как следует. Вместо направляющего профиля использовалась квадратная труба со сделанным болгаркой разрезом на одной из граней. Но все равно самодельный комплект стоил порядка 150-200 долларов.
Сейчас заказывать самопальную фурнитуру стало просто не выгодно, так как заводские комплекты отечественного производства окажутся едва ли не дешевле, но при этом выше качеством.
С заводскими комплектующими ворота работают не в пример лучше, так как рельс и каретки изначально производятся максимально подогнанными друг под друга. В готовом комплекте все просчитано, выверено и проверено временем. Створка гарантированно будет ходить легко, без лишнего грохота и заеданий. Прослужат ворота также намного дольше конструкции на самодельных элементах.
На практике проверено, что мало кто сумел сделать «на коленке» действительно качественные роликовые опоры. В большинстве же случаев получались недолговечные комплектующие, вызывающие частые поломки.
Преимущества комплектов заводского производства:
- Точная геометрия всех элементов, которой в самодельных наборах добиться невозможно.
- Качественная оцинковка всех элементов. Самодельные комплектующие такой защиты не получают, поэтому риск появления ржавчины и снижения прочности очень велик.
- Высокая прочность направляющего профиля, устойчивость к деформации (при соблюдении правил монтажа). Обычная квадратная труба держать геометрию на должном уровне не может, прочность снижается уже при разрезе стенки, а геометрия «плывет» под нагрузкой.
- Заводские роликовые опоры проще выставляются в правильное положение, особенно при наличии регулировочных пластин.
- Подвижность верхней части роликовых опор снижает износ самих кареток.
- Поддерживающая пластина позволяет легко подстроить ролики согласно толщине створки, так что никаких люфтов при движении ворот наблюдаться не будет.
- Готовый комплект фурнитуры хорошего качества обеспечит легкое скольжение створки. Особенно важно это для ворот, которые будут автоматизироваться – приводы не рассчитаны работать с перегрузками со стороны некачественной механики ворот.
Замена самодельной фурнитуры заводским комплектом на готовых воротах
Случай из практики. Специалистов нашей компании вызвал для консультации клиент, который установил нашу автоматику. При перемещении створки привод сильно нагревался, а причину этого самостоятельно установить он не смог.
Уже при визуальном осмотре стало ясно, что причина в несоответствии самодельной фурнитуры даже самым основным требованиям. Рекомендацией мастеров стала замена кустарной фурнитуры на заводскую, подобран комплект отечественного производителя «Світ Воріттм». Ход работ по замене вкратце описан ниже.
Демонтаж створки. Были удалены заглушки и вынут концевой ролик. Створка открылась полностью и была снята с роликовых опор. Ворота разместили на ровной поверхности. Болгаркой были срезаны сварочные швы, которыми была приварена квадратная труба-рельс к раме створки.

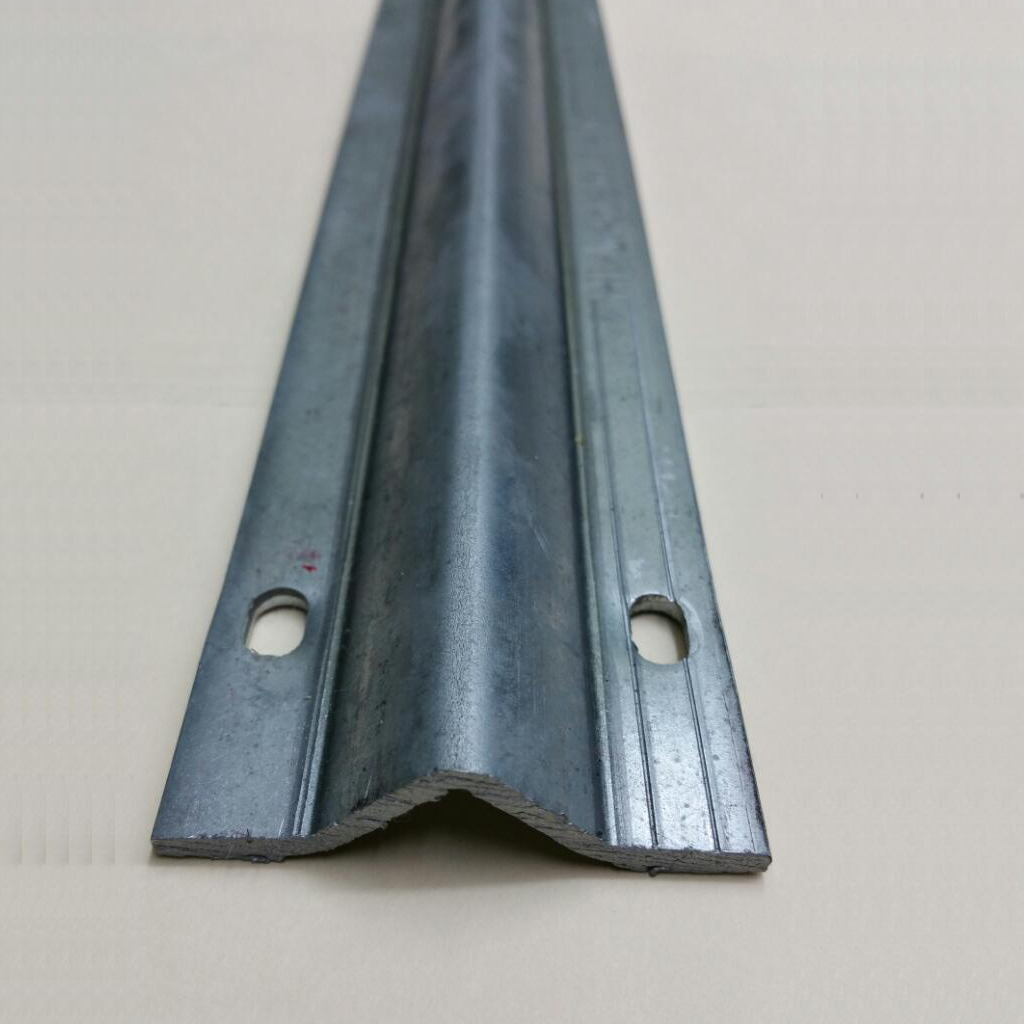
Фото, размещенное ниже, показывает одну из причин, которые вызывали заклинивание ворот и перегрев привода.

Этот очень ржавый и деформированный рельс принято было заменить заводским рельсом харьковского производства. Благодаря использованию стали с высоким содержанием углерода, такой элемент должен гораздо лучше противостоять нагрузкам и не терять геометрию.
На данной направляющей снизу временно приварили две «ножки» — отрезки металлопрофиля по 60 см длиной. Такой подход позволяет сразу выставить створку вертикально и приваривать к рельсу с обеих сторон без переворачиваний ворот и риска получить перекосы.

Створка была установлена сверху на этот рельс, после чего нижнюю трубу каркаса стали соединять с данным основанием.

Крепление выполнялось в виде прихваток сварными швами по 20-30 мм с шагом 700 мм с двух сторон створки, но в шахматном порядке.
Внимание! Сплошной шов выполнять нельзя ни в коем случае, иначе даже самый качественный рельс может «повести», и ворота начнут клинить из-за деформации.

После приваривания рельса к створке с помощью автомобильного герметика был тщательно заделан зазор между направляющей и трубой каркаса. Без данной операции в щель могла бы попасть влага, которая со временем вызвала бы рост ржавчины и разрушение металлоконструкции.

Рельс и нижняя каркасная труба подверглись грунтованию и трехслойному окрашиванию. Это не входило в задачу монтажников, они в это время занимались заменой фурнитуры.

Специалисты демонтировали старые роликовые опоры, уже не способные выполнять свои обязанности дальше.

Их заменили каретками с усиленными подшипниками и металлическими обоймами.
Роликовые опоры разместили на швеллере, подобрав оптимальное положение. Створку поставили на них и убедились в легкости хода. Только после этого основание опор было обварено по периметру для надежного соединения с горячекатанным швеллером, забетонированным в фундамент.

Концевой ролик установили в рельс. Закрепили сваркой на своих местах верхнюю пластину и улавливатели. Поставили заглушку.
Замена фурнитуры с самодельной на заводскую на этом была завершена. После включения автоматики заказчик убедился, что привод перестал греться.

Акция!
Приобретая рекомендованную нашими специалистами фурнитуру, Вы в подарок получите авторскую инструкцию, где пошагово описан порядок изготовления и монтажа откатных ворот.

Кстати, у нас есть статья о самостоятельном монтаже автоматики – логичный следующий шаг после установки откатных ворот.
Ролики для откатных ворот своими руками + чертежи
Откатные ворота – сегодня уже не редкость на загородных участках. Устройство таких конструкций сложнее, чем обычных распашных. Однако выполнить отдельные элементы ворот можно своими руками. Стоит учитывать некоторые тонкости работы, без которых соорудить конструкцию не получится.

Сделать ролики для откатных ворот можно по определенной технологии. Эти движущиеся детали являются лишь небольшой частью конструкции, однако к их устройству следует отнестись с особым вниманием.
Особенности откатных ворот
Значительная роль в конструкции откатных изделий отводится фундаменту. Важно точно следовать этапам монтажа. Это поможет добиться лучшего результата. Механизм роликов устанавливается именно на основание. На него будет действовать вес всей створки, поэтому следует сделать устройство максимально прочным.

Движение роликов осуществляется по направляющей балке. Для достижения хорошей фиксации следует установить две опоры. Элементы откатных ворот свариваются друг с другом, чтобы добиться максимальной прочности.
Подставки тележки перемещаются по направляющей балке. Их верхняя деталь располагается на нижней части откатных ворот. Это способствует легкому перемещению полотна. К современным воротам подсоединяется автоматический привод. В этом случае процесс открытия и закрытия конструкции выполняется гораздо проще.

Преимущества и недостатки откатных ворот
Откатные ворота, в сравнении с распашными, обладают некоторыми плюсами. Они же имеют и недостатки, о которых следует знать. Основным минусом создания откатных ворот является высокая стоимость их устройства. Перед работой понадобится подготовить множество элементов. Большинство из них не получится соорудить самостоятельно. К примеру, электромотор имеет сложную конструкцию и должен обладать высокими техническими показателями.
Внимание! Однако некоторые элементы все же получится сделать в домашних условиях. Это позволит существенно сэкономить на строительстве откатных ворот.

Еще одним минусом таких ворот является площадь участка возле забора, которая нужна для открывания створки. Некоторые ограждения переделывают специально для оборудования таких ворот. Это выливается в дополнительные траты. На этом список недостатков откатных конструкций можно закончить.

Перед началом строительства важно определиться и с преимуществами откатных ворот. К примеру, они могут пропустить автомобиль любой высоты. Если система сделана правильно, она исправно прослужит 50 тыс. циклов. Зашивать конструкцию можно любым материалом на свой выбор. Обычно для этой цели выбирают профнастил, дерево или поликарбонатные панели.
Еще одна весомая причина – откатные конструкции очень удобны в эксплуатации. Это объясняется наличием автоматики, которая быстр открывает и закрывает створку. Если хочется сэкономить, можно и не устанавливать электромотор. Открывание и закрывание в этом случае осуществляется вручную.

Подготовка к созданию роликов
Чтобы создать ролики для откатных ворот, понадобится найти соответствующие комплектующие. Надежность всей конструкции зависит от качества таких элементов:
- верхние ролики;
- роликовые опоры;
- заглушки;
- концевой ролик;
- рельс;
- улавливатели створки.
Все эти детали для откатных ворот обладают своим назначением. Только при слаженной совместной работе таких элементов вся система будет функционировать нормально.

Особое внимание при создании проекта следует уделить выбора направляющего рельса. Необходимо, чтобы он обладал достаточной жесткостью. Если такой элемент окажется недостаточно надежным, при эксплуатации он разогнется, что приведет к выводу всей системы из строя.
Внимание! Чтобы рельс обладал оптимальной надежностью, он должен быть выполнен из стали. При этом толщина материала должна быть не меньше 3,6 мм.

На роликовые каретки приходится вся нагрузка от створки. Поэтому на них следует обращать пристальное внимание при сооружении роликов для откатных ворот. Необходимо установить подшипники высокого качества. Иначе при каждом перемещении створки будет раздаваться неприятный скрип. Кроме того, при такой эксплуатации ролики могут быстро разрушиться.

При сборке роликов необходимо четко крепить каждую деталь. Не должно возникать люфтов. Иначе довольно скоро система выйдет из строя. Чтобы обеспечить длительную эксплуатацию ворот, можно выбрать усиленные подшипники.

Фиксация створки осуществляется при помощи верхних роликов. Их выполняют из резины. Пластик при эксплуатации ворот быстро испортит лакокрасочное покрытие. Сталь, используемая в конструкции, должна быть толщиной не меньше 4 мм. Концевой ролик работает в тандеме с нижним улавливателем. Основной задачей первого является устранение нагрузки с основных роликов. Второй выполняется таким образом, чтобы концевик мог свободно в него входить.

Устанавливать заглушки надо в завершении работ. Основным их назначением является защита направляющей от осадков. Для сооружения роликов понадобятся все эти элементы.
Выбор материалов
Тележки, или роликовые каретки переносят нагрузку от створки на фундамент. Благодаря этим элементам возможно передвижение профиля с рамой вдоль проема. Каждая каретка содержит по 8 роликов. Они могут изготавливаться как из металла, так и из полимеров. Заводские каретки отличаются более высоким качеством, чем самодельные. Однако если правильно изготовить их своими руками, такие элементы способны служить длительное время.

Материалы, необходимые для создания каретки:
- Для выполнения роликов следует найти подшипники генератора от жигулей. Их внутренний диаметр должен составлять 14-40 мм. Это условие необходимо соблюсти, чтобы подшипник непросто заходил в трубу, но и свободно по ней передвигался.

- Оси кареток изготавливаются из шпилек М18. Их требуется разрезать на части необходимой длины.
- Кроме того, нужно подготовить стальную пластину толщиной больше 8 мм. Из нее будет изготовлено основание каретки. Металл меньшей толщины лучше не использовать. В этом случае деталь не выдержит нагрузки от конструкции. При отсутствии в хозяйстве такой стали можно соединить несколько пластин друг с другом.



Изготавливается каретка довольно просто – сначала металлические пластины нужно разметить, а при помощи болгарки – обрезать лишние куски.
Далее выполняются такие действия:
- Высверливаются отверстия для установки подшипников. В случае с тонким металлом пластины следует сварить вместе, а швы – тщательно зачистить.
- Отверстия для крепления подшипников должны быть диаметром, совпадающим с диаметром оси – 18 мм. При сверлении металла для охлаждения используют масло.
- Оси нужно примерить к отверстиям, а затем – обрезать до нужного размера.
- После необходимо одеть шайбы на оси, потом – подшипники и хорошо зафиксировать их.
- Подшипники нужно обязательно набить смазочным материалом. Для этого нужно подготовить металлические цилиндры со станками не меньше 5 мм. Если ворота увесистые, стоит подготовить детали с толщиной стенок от 1 см.

Необходимо подготовить два подшипника под диаметр цилиндра и установить их в него. По краям выполняется сварочный шов – чтобы исключить выпадение подшипников.
Внутрь подшипников следует поместить круглый прут и также приварить края. Кроме того, к пруту приваривают пластины в форме трапеций, которые впоследствии необходимо скрепить квадратом из металла. Теперь работу по созданию роликов можно считать завершенной.

Ворота с роликовым механизмом
При сооружении таких ворот потребуется подготовить определенные инструменты и материалы. Важно в точности следовать инструкции. Технология постройки откатных ворот с роликовым механизмом не отличается сложностью.
Подготовка материалов
Когда вопрос об изготовлении роликов для откатных ворот решен, можно приступать к подготовке материалов для сооружения створки и рамы. Чтобы создать целостную конструкцию, потребуется найти:
- профилированный металлический настил;
- опорные трубы;
- профили из стали;
- ролики подшипникового типа;
- гаечный ключ;
- стальные уголки;
- материалы для изготовления бетона;
- направляющая балка;
- электродрель;
- лопата;
- электропривод;
- сверла подходящего размера;
- аппарат для сварки.
Когда все эти материалы будут подготовлены, можно начинать изготовление откатных ворот.

Инструкция
Перед установкой ворот откатного типа нужно вырыть два котлована. Каждый должен иметь глубину по полтора метра. Лучше, если они будут диаметром полметра. В эти углубления впоследствии будет залит фундамент для откатных ворот.
Внимание! Разметку для основания необходимо сделать заранее. Она должна учитывать предполагаемые нагрузки, передаваемые роликами от створки.

Затем следует выполнить такие действия:
- Установить опорные металлические трубы. Для проверки вертикали используют строительный уровень. Затем в ямы засыпается щебень. Опорные трубы необходимо соединить. Лучше, если для этой задачи будет использоваться металлическая опора. Места стыков завариваются.
- Замешивание цементного раствора. Добавлять в смесь песок и цемент необходимо в соотношении три к одному (соответственно). Объем воды составляет 25% от общей массы.
- Полученная смесь заливается в ямки. Полностью фундамент застынет по прошествии недели. В этом время стоит заняться созданием воротникового полотна.
- Сооружение воротникового полотна следует начать с соединения стальных профилей и уголков. Их необходимо уложить на ровную поверхность в форме прямоугольника. После корректировки положения элементов уровнем, необходимо сварить все элементы воедино. Чтобы придать конструкции жесткости, следует добавить перекрещенные профили.

Затем нужно сделать треугольник, который будет выполнять функцию противовеса. Для этой задачи подготавливают металлические профили. Их нужно разместить на ровной поверхности, затем проверить углы и сварить вместе. Треугольник приваривается к прямоугольнику створки.
Затем следует занять дальнейшей постройкой откатных ворот:
- На каркас приваривается профнастил. Можно закрепить материала и на саморезы.
- К нижнему основанию полотна приваривают направляющую балку.
- Затем необходимо найти опорную пластину основания и приварить регулировочные планки. После этого монтируются держатели для роликов. Лучше всего фиксация осуществляется роликовыми держателями. На этом этапе основа конструкции, за счет которой ворота будут двигаться, может считаться выполненной. Остается установить дополнительные детали.
- Уловители устанавливают на опорные столбы. Ролик для регулировки необходимо зафиксировать на кронштейн вверху. Он станет ограничителем. Чтобы установить эти элементы, потребуется использовать электродрель. При помощи этого инструмента следует выполнить отверстия в опорах. Элементы фиксации откатных ворот представляют собой дюбеля. Чтобы повысить надежность конструкции, следует задействовать стальные пластины.
- После создания роликов для откатных ворот можно начать изготовление створки. Полотно вставляется так, чтобы ролики попали в направляющую балку. Нижний и верхний края должны попасть в соответствующие пазы.
- После установки полотна проверяется его горизонтальность. Если обнаружены неточности конструкции, ролики корректируются. Для этой цели применяют гаечный ключ. Важно проверить, как будет двигаться створка.
- На последнем этапе монтажа откатных ворот устанавливается система автоматики. За счет нее вся конструкция будет двигаться. Привод должен быть размещен на бетонном основании. Необходимо, чтобы шестеренка попадала в соответствующие пазы.



Теперь откатные ворота можно считать завершенными. Остается следить за правильной эксплуатацией устройства. Если при движении ворот слышно поскрипывание – необходимо смазать внутренние детали роликового механизма. Для этой цели лучше использовать солидол.
Выводы
Соорудить откатные ворота довольно сложно. Однако результат непременно порадует хозяев. Пользоваться такой конструкцией очень удобно. При этом заезд и выезд с участка осуществляется довольно быстро. От качества собранного роликового механизма зависит долговечность работы всей конструкции.
Для этой детали понадобится подобрать определенные материалы. К примеру, нужно подготовить подшипники – для изготовления роликов, пластину, которая станет опорой, и оси. К каждой из этих деталей предъявляются специальные требования. Только при соответствии им конструкция будет прочной и долговечной. Самостоятельное изготовление роликовой опоры для откатных ворот сопряжено с необходимостью подобрать качественные детали и в точности следовать технологии работ.
Отправить комментарий
Универсальная роликовая опора | Приспособление для станков | МАЛЕНЬКИЕ ХИТРОСТИ
Текст из видео:
- 00:00: или [музыка] друзья всем привет сегодня покажу как делал одно очень интересное приспособу это универсальная роликовая опора для большинства моих станков еще недавно собирался делать приемный стол для своего распиловочном станка и наткнулся на одну интересную идею той самой роликовые приспособы которые имеют возможность регулировки то есть
- 00:31: подстройки под высоту каждого конкретного станка довольно удобная универсальная штука особенно в данной ситуации когда у меня нет возможности сделать приемный стол под каждой из своих станков все таки и сейчас задача немножко другие после моей старой мастерской где makita была врезана в огромный распиловочный сборочный стол конечно сейчас мне совершенно неудобно работать на новый пиле у которой довольно быстро заканчивается рабочая поверхность когда я делал лестницу для этой мастерской я использовал довольно кустарной у
- 01:00: приспособу такого плана то есть прикреплял обычный малярный валик на какую то там табуретку и в принципе система работала но естественно никакой универсальности в ней не было поэтому довольно своевременно на глаза попалась такая идея для создания данной опоры в ход пошли различные обрезки остатки из мебели от старый мастерской ну собственно пришлось ихсанова перри строгать создать у них базу потому что когда-то они делались вообще посредством одного единственного рейсмуса то есть сечение как всегда присутствовал некий
- 01:30: параллелограмм но и в технологии сборки решил пройтись чисто по столярным соединением произошло это довольно стихийно ибо изначально было всего лишь задача сделать пазы в стойках приспособления для деталей которая собственно изменяла высоту ролика но раз уж поставил диски да да решил использовать их по максимуму то есть по итогу все приспособление была собрана только посредством клеевых соединений конечно доступных технологий соединений сегодня немало истине косой шуруп есть и присадочных но как не крути соединение
- 02:01: шип-паз остается самым надежным и тут конечно вход идет долбежный станок который вместе с дисками даду образует очень технологичный тандем отдал берники до сих пор стоит 8 долото которым гораздо удобнее делать отверстия проходящей через ось симметрии в мы просто переворачиваем заготовку и делаем второй проход и совершенно не нужно волноваться по центру не получился наш пас вообще имеет смысл должник врезать куда-то консоль на чтобы была возможность поставить боковые
- 02:30: ограничители для заготовок тем самым можно серийно делать точные пазы ну и теперь собственно гвоздь проекта вот это г-образная струбцина которую предстоит немножко испортить наверное вы уже догадались что именно она и будет являться главный механик ип регулировки высоты этой приспособы конечно все это можно было сделать посредством обычной шпильки и в резной гайки но меня струбцина лежала уж годным полтора и в общем-то без дела я думаю что в данной приспособили она гораздо более эффективно послужить но и потом шаг
- 03:00: резьбы у нее в два раза больше чем обычные шпильки соответственно это гораздо удобнее производить регулировку вместе с тем длинные и винта вполне хватило чтобы обеспечить должный диапазон хода будущий приспособы он получился около 170 миллиметров что полностью перекрывает все потребности опять же чтобы врезать эту чугуния q в деревянную деталь пришлось использовать дал берник сверла в размер у меня не оказалось поэтому вход пошел шпиндельный шлифовальный станок с помощью которого как раз удалось расширить отверстие до нужного размера как альтернатива круглый
- 03:31: напильник но и после всех манипуляций деталь вошла как родная были мысли залить все это внутри poxy ткой но вот слишком долго поэтому пришлось просто просверлить отверстие с помощью двух болтов все дела закрепить болты конечно нарушили весь фэн-шуй конструкции но да бог с ним кстати кто знает где подешевле взять эпоксидку или акрил киньте ссылочку буду признателен если что мне для так арки как ни крути во время сушки заготовок возникают различные трещины и вот есть
- 04:00: мыслях просто тупо заливать вот так выглядит узел регулировки подъема будущее приспособы все довольно точно сделано чтобы не было никаких перекосов валика при подъеме потому что если что-то где-то будет тереться плюс еще в паз попадет какая-то пыли она туда в любом случае попадет то могут быть какие-то заклинивания поэтому изначально зал он и точность играет нам опять же на руку вообще точность нужно всегда самого начала потому что миллиметры погрешности в начале работы всегда перерастают в
- 04:30: сантиметры погрешности в конце поэтому семь раз отмерь один раз отлей о нет это из новогодних праздников в итоге все это дело переклеивать а без каких-либо усиливающих элементов как я говорю только клея и хороший запрессовка в общем то этого вполне достаточно хотя даже без струбцин тот же тайтбонд схватывается абсолютно намертво но тут скорее струбцина нужны для того чтобы убрать какие-то зазор и сделать все так сказать тютелька в тютельку опять же время первичного схватываю меня обычно не более десяти минут после чего
- 05:00: совершенно спокойно можно дальше работать кое какие косяки я обычно падма зовую самая дешманская акриловой шпатлевкой она собственно довольно быстро высыхает опять же где-то через полчаса можно уже все вы шлифовать и работать дальше ну и теперь переходим к созданию самого ролика который по задумке конечно нужно было сделать максимальной ширины чтобы он перекрывал максимум задачу в итоге для некоторых станков он даже перекрыл максимальную рабочую ширину ну и казалось бы ничего сложного в точении цилиндра быть не может хотя надо понимать что его диаметр по всей длине
- 05:31: должен быть одного размера я конечно далек от совершенства и не прибегая к определенной технике у меня это совершенно никак не получилось бы сделать поэтому я здесь повторил технологию александра брюк мэра который он показывал на канале труды мастеров то есть создание так сказать контрольных точек по всей длине наши заготовки конечно для таких замеров необходим кронциркуль но можно обойтись и обычным штанги нам единственное что на ходу такие замеры делать им не безопасно поэтому станок приходится останавливать в итоге таким
- 06:00: способом можно с высокой точностью создавать и копировать детали сразу чем-то покрывать ролик я не стал потому что с ним предстоит еще работать а он не так сказать нужен чистенький но и принялся за создание держателей для этого ролика которые были сделаны из самых обрезков единственным подводным камнем во всем проекте оказалась за сверловка отверстий в самом ролике одной из которых у меня получилось несимметричным единственным решением было поставить деталь обратно в токарный станок и проточить отверстие уже четко по центру ну а детали под асия
- 06:31: традиционно отрезал из алюминиевого круглого профиля можно конечно было все дела поставить на подшипники но я думаю тоже перебор поэтому внутренний диаметр в самом ролике я сделал чуть побольше на полмиллиметра и таким образом он совершенно спокойно них крутится сами держатели для ролика с основаниями переклеивать не стал потому что нужно все таки какая-то возможность для обслуживания если что-то куда-то попадет надо это все дело будет разобрать даже может быть смазать поэтому в данном случае пришлось отцу
- 07:01: дел посадить на саморезы делать какой-то более технологичное соединение здесь я думаю ни к чему потому что все дело будет разбираться я думаю очень редко если вообще когда-то будет поэтому саморезов вполне достаточно ну и наконец-то обрисовалось вся приспособа принцип работы которые чрезвычайно простой но с ее нужно стью мастерской вряд ли кто-то поспорит в моем случае это приспособа может являться помощником также при работе на барабана шлифовальном станке на фуговальном и на фрезерном столе
- 07:30: соответственно диапазон разности высот столов полностью перекрывается этой роликовой опорой ну и после того как и все дела испытал решил это все-таки финишный отделок потому что возможно это все будет использоваться и на улице в теплое время года поэтому покрыл все в один слой датским маслом которое в принципе и применяется для внешней отделки и в общем-то обладает нужными защитными свойствами опоры снизу специально покрывает не стал пока потому что туда возможно пределы гидроизоляцию хотя наверное все равно покрою потому
- 08:00: что сначала хотел приклеить гидроизоляцию снизу а сейчас думаю наверно можно ее чем-то пристрелить такая вот получилась штука думаю что какое-то время она будет совершенно незаменима но потом конечно я все равно буду делать стол как продолжение для циркулярки может быть даже для ленточной пилы но пока что буду обходиться идеи ну и собственно тест [музыка] [аплодисменты]
- 08:33: [музыка] [аплодисменты] [музыка] [аплодисменты] под конец праздников заезжал в гости серега петряев это канал приключение деревяшек если вдруг кто-то до сих пор не знает оставлю ссылку в описании душевно пообщались обменялись новогодними подарками ну собственно серега мне подогнал один из своих угольников производством которых он занимается очень точная приятная штука
- 09:00: со вставкой из дерева амаранта это наверно теперь самая дорогая деревяшка которую меня есть мастерской ну естественно это все делается с помощью станка чпу поэтому точность здесь чрезвычайно ну и привез мне еще такую приспособу это специальный кондуктор для технология открытого сегмента чем я позже обязательно расскажу поэтому все люди спасибо за подгон и а вам друзья спасибо за ваше внимание всем удачи и увидимся [музыка]
- 09:34: [музыка]
Как сделать самодельные откатные ворота на подшипниках
Самодельные откатные ворота на подшипниках можно сделать двух видов: подвесные (когда полотно ворот висит на рельсе) или опорные – когда ворота опираются нижней кромкой на ролики или катаются по рельсовому пути.
Подвесные ворота. Достоинства и недостатки.

Плюсы:
- практически не примерзают в нижней части к основанию въезда;
- позволяют использование при неровном рельефе местности;
- легко оборудуются навесом над уже имеющимся рельсовым путем;
- позволяют быть изготовленными при минимуме оборудования;
- не требуют наличия специальных металлических профилей;
- меньшие затраты на фундамент опор.
Минусы:
- имеют конструктивное ограничение по высоте проезда;
- не рекомендуются, если через данные ворота планируется въезд строительной техники;
- требуют облегченной конструкции каркаса ворот;
- при нерегулярном использовании и отсутствии козырька, могут потребовать очистки рельсового пути от намерзшего снега
- требуют серьезных опор с двух сторон для рельсового пути.
При изготовлении подвесных откатных ворот, важно таким образом спроектировать подвесную тележку с подшипниками (роликами), чтобы не при каких обстоятельствах, ролик не могут соскочить с рельсовых направляющих. Данное требование достигается размещением съемного ролика на болте подходящего диаметра в составе кронштейна, обходящего рельсу с обеих сторон. Полотно ворот подвешивается в одной вертикальной плоскости с подшипниками.
При изготовлении каркаса, в верхней части проектируются проушины, которые болтами будут соединяться с беговой тележкой на прямоугольной трубе, выполняющей роль рельса. Допустимо использовать пару подшипников, при изготовлении рельса из двутавровой балки. В этом случае, для осей подшипников необходимо выбирать достаточно прочные (диаметром не менее18 мм) болты. Тавровую балку можно изготовить самостоятельно, сварив два уголка по всей длине.

Откатные ворота с роликовой системой на двух качающихся стационарных узлах.
Данная система широко используются в коммерческих откатных воротах, и заслужила признание пользователей.
Плюсы:
- отличная погодозащищенность – ролики спрятаны в специальном профиле, не позволяющему снегу намерзать на беговом пути;
- ворота в верхней части не имеют ограничивающей высоту балки;
- широкий выбор направляющих профилей;
- возможность автоматизации покупными узлами.
Минусы:
- требуют глубокого (значительно ниже уровня промерзания) и массивного фундамента для установки опорной площадки;
- специальный профиль подковообразной формы достаточно дорог;
- ветровая нагрузка при открытии и закрытии ворот приходится на одну опорную конструкцию, что требует при её изготовлении использования металлических профилей, толщиной не менее 2 мм.
При изготовлении откатных ворот на роликовых узлах самостоятельно, можно использовать С-образный профиль в качестве нижней опорной направляющей при изготовлении каркаса ворот. Данный профиль лучше заказать в специализированных мастерских, обладающих гибочным прессом с ЧПУ.
Роликовые узлы для облегчения установки и лучшего распределения усилий в процессе эксплуатации, изготавливаются качающейся конструкции. При их установке на фундамент, обязательно предусматривается вертикальная регулировка плоскости установки. Для обеспечения возможности регулировки устанавливаются вваренные в арматуру фундамента резьбовые шпильки, диаметром не менее 18 мм.
Роликовые опорные узлы устанавливают на расстоянии 0,8 – 1,2 метра друг от друга. Чем дальше, тем лучше для развесовки ворот, но увеличивает необходимую длину С-образного профиля.
Верхний опорный узел изготавливается из роликов с двух сторон и ограничивает перемещение ворот в вертикальной плоскости – не даёт упасть воротам.
Важным для обоих типов ворот является приемная стойка, имеющая направляющие в верхней и нижней части, для обеспечения нормального вхождения ворот в условиях сильного ветра.

Откатные ворота с опорными роликами.
Подобный тип ворот представлен в виде створок шкафов-купе – вес ворот на нижних опорных роликах, которые катаются в специальном рельсе. Подвижное ограничение в верхней части обеспечивают ролики в направляющих. Для ворот, расположенных под открытым небом, данный вариант является избыточным по используемым материалам, и достаточно капризным при намерзании снега или попадании грязи и камней на нижнюю направляющую.
Изготовление откатных ворот самостоятельно при наличии слесарных, строительных навыков и умения сваривать металлы вполне доступная альтернатива приобретению дорогих комплектов заводского изготовления.
конструкция, подробное описание по изготовлению
Въезд на территорию частного дома обычно преграждают ворота. Они могут иметь разную конструкцию, однако одними из самых удобных являются откатные устройства. Они имеют множество преимуществ, среди которых следует выделить экономию пространства. Они хороши тем, что систему можно дополнить электромотором. Но при желании сэкономить можете открывать и закрывать створку вручную.
Почему стоит выбрать откатную конструкцию?
Если систему изготовить правильно, она сможет выдержать более 50 тысяч циклов открывания и закрывания. Но перед началом работ стоит обратить внимание еще на один плюс, который заключается в свободном выборе материала для обшивки конструкции. Это может быть поликарбонат, профилированный настил и даже древесина. В качестве одной из составляющих таких ворот выступают ролики, изготовить которые можно самостоятельно.
Что важно учесть перед началом работ?

Прежде чем изготовить роликовые ворота, вы должны знать, что их установка осуществляется на фундамент. Для того чтобы добиться хорошего результата, следует создать мощное основание, на которое будет оказывать давление немалый вес. Созданные вами ролики будут двигаться по направляющей балке. Для надежной фиксации следует использовать две опоры.
Какой метод соединения деталей выбрать?
Конструкция должна иметь достаточную прочность, для этого следует использовать сварку. По балке будут перемещаться подставки и тележки. Верхняя часть будет располагаться на нижней части ворот, что позволяет добиться легкого движения конструкции из стороны в сторону. При желании можете дополнить систему автоматическим приводом, который упростит процесс эксплуатации.
Описание

Роликовая каретка, которая еще называется роликами, является одной из важных деталей в системе. По значимости с ней можно сравнить лишь направляющий рельс. На эти компоненты возлагается функция движения полотна. В раздвижной системе обычно используется пара роликов. От того, насколько прочными и качественными будут подшипники, ролики, а также основания кареток, зависит, прослужат ли ворота десятилетие или сломаются в первые месяцы эксплуатации.
Рассмотрев описание роликов для откатных ворот, своими руками вы сможете выполнить их самостоятельно. Они состоят из:
- оси;
- основания;
- обойм.
Дополнительные конструктивные особенности
Внутрь впрессованы подшипники. При покупке такого устройства следует обратить внимание на то, чтобы каретка была изготовлена из качественного и прочного металла. Она должна обладать ровной основой. Конструкцию роликов для откатных ворот своими руками вы сможете изготовить. Однако сделать их необходимо из качественного и прочного материала.
Ролики должны хорошо ходить по осям, а смазки в подшипниках должно быть достаточно. Ролики должны исправно работать зимой и летом. Они не должны обладать сильным люфтом. Роликовая каретка, если она имеет хорошее качество, должна прослужить около 20 лет.
Изготовление роликов

Если вы хотите изготовить своими руками ролики для откатных ворот, следует подготовить некоторые комплектующие, среди них:
- концевой ролик;
- специальный рельс;
- заглушки;
- роликовые опоры;
- улавливатель.
Каждый из этих элементов имеет свое предназначение. Однако лишь совместная работа обеспечит нормальное функционирование системы. В процессе проектировки особое внимание уделяется направляющему рельсу, который должен иметь достаточную жесткость. Если эта деталь недостаточно надежна, в процессе ее использования элемент разогнется, и система выйдет из строя.
Работа над рельсом и подшипниками
При изготовлении своими руками роликов для откатных ворот следует выполнить рельс из стали. Ее толщина должна составить 3,6 мм минимум. Роликовые каретки будут удерживать на себе массу конструкции, поэтому при создании роликов особое внимание следует уделить именно им. Понадобятся хорошие прочные подшипники, в противном случае створка будет перемещаться со скрипом, более того, от такого воздействия ролики довольно скоро разрушатся. Люфтов при сборке и фиксации элементов быть не должно. Иначе система быстро выйдет из строя.
Работа над верхним креплением и нижним улавливателем
Для того чтобы обеспечить более длительный срок эксплуатации, следует использовать усиленные подшипники. Верхние ролики будут отвечать за крепление створки сверху. Их изготавливают из резины. Пластик будет наносить вред краске. Толщина стали здесь должна составить 4 мм.
При изготовлении роликов для откатных ворот своими руками вы должны помнить, что концевой ролик и нижний улавливатель будут работать вместе. В качестве основной функции первого выступает разгрузка основных роликов. Улавливатель должен быть изготовлен таким образом, чтобы концевик входил в него. В самом конце устанавливаются заглушки. Их задача состоит в защите направляющей от снега и воды.
Подробное описание по изготовлению. Второй вариант

Тележки и роликовые каретки будут принимать на себя нагрузку от движущейся створки. После этого она переносится на фундамент. Благодаря каретке профиль с рамой будет двигаться вдоль проема. На каждой каретке должно быть по 8 роликов, которые могут быть полимерными или металлическими. Приобретая заводские каретки, вы становитесь обладателем узла, качество которого гораздо выше самодельного. Однако если изготовить ролики для откатных ворот своими руками, и сделать это правильно, то они смогут прослужить довольно долго.
Для проведения работ можно позаимствовать подшипники от генератора автомобиля «Жигули». Внутренний диаметр подшипников может быть равен пределу от 14 до 40 мм. Он должен помещаться в трубу и свободно двигаться по ней. Для осей кареток можно применить шпильки М18, которые разрезаются на куски нужной длины. Понадобится еще и железная 8-мм пластина для основания кареток направляющих роликов для откатных ворот. Своими руками вы сможете справиться с задачей, если будете использовать толстый металл. Тонкий материал не выдержит массы конструкции и попросту прогнется. Если железа нужной толщины под рукой не оказалось, можно сделать двойные пластины, соединив их между собой.
Металлическая пластина
Процесс изготовления довольно прост. На металлических пластинах необходимо сделать разметку и обрезать лишнее углошлифовальной машиной. Затем для крепления подшипников просверливают отверстия. Если металл довольно тонкий, пластины необходимо сварить между собой и зачистить швы. Диаметр отверстий должен быть равен диаметру оси. В описываемом случае это значение равно 18 мм. При сверлении следует использовать масло для охлаждения, чтобы исключить перегрев металла.
На следующем этапе можно примерить к отверстиям оси, обрезав их до необходимой длины. На оси надеваются шайбы, следом должны идти подшипники. Все это крепко прикручивается. Подшипники набиваются смазкой до приваривания основы.
Альтернативный вариант изготовления роликов
Если вы хотите изготовить своими руками опорные ролики для откатных ворот, можно расположить их на швеллере на большем расстоянии друг от друга. Так вам удастся уменьшить плечо створки и снизить нагрузку на узел. Для изготовления опоры следует использовать 10-мм сталь. На каждую опору и оси для подшипников должно приходиться по 8 подшипников. Дешевые китайские лучше не использовать, так как срок их эксплуатации невелик. Лучше приобрести более дорогие, покупка будет оправдана.
По сечению трубы следует определить размеры подшипников. Труба будет выполнять роль направляющего рельса. Перед изготовлением своими руками роликов для откатных ворот вы должны будете приобрести подшипники. При этом важно обратить внимание на защиту шариковом механизма, который называется пыльником. Она может быть металлорезиновой или металлический. Лучше остановиться на первом варианте, так как изделие будут контактировать с негативными факторами, и металл заржавеет, оказавшись непригодным к дальнейшей эксплуатации.
Рассмотрев фото роликов для откатных ворот, своими руками вы должны будете их изготовить и осуществить антикоррозионную защиту. Такая необходимость обусловлена тем, что узлы постоянно контактируют с осадками. Самостоятельное цинкование вряд ли удастся осуществить, поэтому окрашивание и грунтование нужно произвести в несколько слоев. Это и станет стопроцентной защитой, однако, лишь на некоторое время.
Приобретая роликовые опоры, вы сможете выбрать модель с обоймами подшипников из металла или полимера. Лучше приобрести изделие с металлическими обоймами, так как эксплуатация полимеров предусматривает необходимость соблюдения температурного диапазона, находящегося в пределах от — 20 до + 50 ˚С. В противном случае полимеры начнут терять форму и сломаются.

Прочитав подробное описание роликов для откатных ворот, своими руками вы сможете изготовить их самостоятельно. Для того чтобы замедлить износ узла и распределить нагрузку, верхнюю часть необходимо сделать подвижной. Это относится к опорам. При этом ролики в рельсе будут наклоняться в сторону перемещения створки. Важно позаботиться еще и о защите от воздействия влаги. Заводские опоры оцинкованные, поэтому они могут контактировать с водой, не повреждаясь.
Купив роликовые опоры, вы можете установить их с или без регулировочных пластин. В противном случае монтаж осуществляется на забетонированный швеллер. Их основание прихватывается сваркой, после этого можно проверить ход ворот. Если движение оказалось затруднено, сварка срезается, а опоры переустанавливаются. После этого их следует приварить и проверить легкость движения. Описанные манипуляции повторяются до тех пор, пока ворота не будут открываться и закрываться без усилий.

Прочитав подробное описание по изготовлению роликов для откатных ворот, своими руками вы сможете изготовить этот узел. Дополнив его регулировочным механизмом, процесс установки вы сделаете проще и быстрее. Для этого к швеллеру необходимо приварить пластины, установив сверху роликовые опоры. Для того чтобы осуществить регулировку, необходимо вращать гайки на шпильках регулировочных пластин. Важно обеспечить зазор между направляющими рельсами и роликами опор, который должен составить 2 мм максимум. В противном случае нижний свободный угол створки будет нырять при закрывании, не попадая на нижнюю полку улавливателей. При этом створка не будет закрываться.