Механическая обработка древесины
Категория: Деревянные конструкции
Механическая обработка древесины
Резание — основной вид механической обработки древесины, при котором происходит разделение материала на заготовки или удаление части его для получения изделий заданных форм, размеров и требуемой степени шероховатости. При резании механически нарушается связь между структурными элементами древесины (волокнами, клетками) в отличие от гнутья или прессования, при которых эта связь сохраняется. По принципу резания осуществляется пиление, строгание, фрезерование и др.
Для обработки древесины резанием применяют режущие инструменты, имеющие один (ножи), несколько (фрезы) или много (пилы) резцов. В общем виде резец имеет форму клина (рис. 1), в котором различают переднюю грань, расположенную со стороны снимаемой стружки, заднюю грань, обращенную к обработанной поверхности, и две боковые грани. Передняя и задняя грани образуют переднюю кромку (лезвие резца). Когда ширина резца меньше ширины материала, в резании принимают участие также боковые режущие кромки и грани резца. При поступательном движении резца получают плоскую поверхность, а при вращательном — криволинейную. Плоскость, касательная к поверхности резания и проходящая через режущую кромку резца, называется плоскостью резания.
Рис.1. Элементы простого резца abed —передняя грань; ab с d — задняя грань; ad — лезвие; — задний угол; — передний угол; —угол заострения; — угол резания; В — ширина стружки; h — толщина стружки
В зависимости от направления движения резца по отношению к направлению волокон древесины различают торцовое, продольное и поперечное резание (рис. 2).
При торцовом резании резецдвижется в плоскости, перпендикулярной направлению волокон древесины, перерезая их.
Рис. 2. Виды элементарного резания а — торцове; б — продольное; в — поперечное
Срезаемая стружка скалывается в виде отдельных слабо связанных или несвязанных элементов. При продольном резании движение резца совпадает с направлением волокон; в этом случае стружка снимается тонкой лентой. Поперечное резание происходит при движении резца в плоскости волокон перпендикулярно их длине. Отделяемые элементы стружки слабо связаны между собой. Однако при создании специальных условий (снятие тонкого слоя древесины, распаривание древесины и обжим ее перед резцом) можно получить относительно прочные листовые изделия — строганый или лущеный шпон. Сопротивление резанию для рассмотренных трех случаев находится в соотношении 5:2:1 (при толщине стружки до 1 мм, величине угла резания 45°).
Различают элементарное и сложное резание. В элементарном резании участвует только одна прямолинейно режущая кромка: толщина снимаемой стружки постоянна, резец надвигается на древесину с постоянной скоростью и по отношению к ее волокнам занимает одно из рассмотренных трех положений. Примером элементарного резания может быть теска топором, резка ножом, стамеской. В сложном резании участвует несколько элементов резца. Например, резание с боковыми стенками, когда длина резца не перекрывает ширины бруска.
В процессе обработки резанием различают движение резания и движение подачи. Эти движения могут быть одновременными или последовательными. Для срезания каждой новой стружки нужно переместить резец относительно древесины (или наоборот). Такое движение называется движением подачи, а скорость этого движения — скоростью подачи. Движение подачи у большинства режущих инструментов совершается одновременно с движением резания.
Например, при работе круглой пилы сложение двух движений дает траекторию относительного движения резца или траекторию резания. Так как окружная скорость движения пилы значительно больше скорости подачи бруска, то траектория резания почти совпадает с окружностью диска пилы и соответствующая ей скорость вращения диска является, по существу, * скоростью резания.
Пиление — наиболее распространенный способ резания древесины. Пила представляет собой многорезцовый инструмент, состоящий из полотна и резцов, называемых зубьями. Различают рамные, дисковые и ленточные пилы (рис. 3).
Рис. 3. Профили зубьев пил а — рамных; б — круглых; в — ленточных; 1 — ломаный зуб; 2 — прямой зуб; 3 — зуб для продольной распиловки; 4 — зуб для поперечной распиловки; 5 — зуб для досок; 6 — зуб для бревен
Рамные пилы, представляющие собой длинные тонкие стальные полотна, предназначены для продольной распиловки бревен. Ленточные пилы с постоянной или переменной толщиной диска применяют для продольной и поперечной распиловки. Пилы с переменной толщиной диска называют строгальными. Они не требуют развода зубьев и дают гладкую поверхность распила, пригодную для склеивания или покраски. Ленточные пилы — это тонкие стальные полосы с особой формой зубьев, которые применяют для продольной распиловки пиломатериалов и для криволинейных пропилов.
Для устранения трения полотна пилы о древесину между пилой и боковыми стенками пропила создается зазор путем уширения режущей части пилы (рис. 4). Стружка, образуемая режущим зубом при движении пилы, измельчается в пропиле и превращается в опилки.
Строгание (рис. 5, а) — это резание древесины ножами по прямолинейной траектории, совпадающей с направлением рабочего движения. Строганием с поверхности заготовок удаляют неровности, образовавшиеся при других видах механической обработки, или получают шпон и стружки для плит. При строгании ножи движутся вдоль заготовок либо заготовка перемещается относительно неподвижных ножей. Строгание осуществляется на строгальных, циклевальных, лущильных, стружечных станках.
Фрезерование. Древесина режется вращающимися фрезами или плоскими ножами, укрепленными во вращающихся ножевых головках (рис. 5, б). Лезвия резцов могут описывать в пространстве цилиндрическую или коническую поверхность (соответственно — цилиндрическое или коническое фрезерование). Когда ось вращения инструмента перпендикулярна поверхности обработки, происходит торцовое фрезерование. Методом фрезерования получают прямоугольные заготовки точных размеров, выбирают пазы, гнезда, нарезают шипы, обрабатывают детали криволинейного или ломаного профиля. Универсальность этого вида обработки обусловлена конструкцией соответствующих станков (фуговальных, рейсмусовых, четырехсторонних, строгальных, фрезерных, шипонарезных) и сменностью режущего инструмента.
Точение — это обработка деталей для придания им цилиндрической или фасонной формы тела вращения. Производится методом резания вращающейся вокруг своей оси заготовки горизонтально перемещающимися ножами (токарные станки) или методом вращения ножевой головки вокруг изделия (круглопалочные станки). Цилиндрические или овальные отверстия в заготовках получают путем сверления, а отверстия и гнезда прямоугольного или квадратного сечения — методом дробления (сверлильно-долбежные и цепнодолбежные станки).
Рис. 4. Способы устранения заедания пилы в пропиле а — утолщение полотна к зубьям; б — расплющивание кромки зуба; в — развод зубьев
Рис. 5. Схемы обработки древесины строганием (а) и фрезерованием (б)
Деревянные конструкции — Механическая обработка древесины
Механическая обработка чистовых заготовок изделий из древесины
Содержание страницы
Механическая обработка чистовых заготовок включает два этапа:
- операции по формированию шипов, фрезерованию профилей, выборке гнезд и сверлению отверстий;
- технологические операции по зачистке и подготовке поверхности готовых деталей к нанесению защитно-декоративных покрытий.
1. Формирование шипов и проушин
Брусковые детали чаще всего используют для формирования рамок с помощью шипов и проушин (рис. 1). Используемые для этой цели шипы принято называть рамными. Рамные шипы и проушины формируют на шипорезных станках.
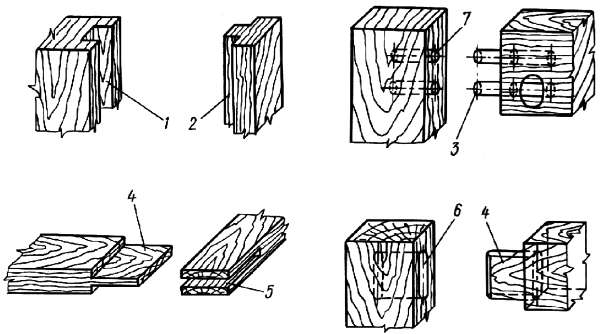
Рис. 1. Элементы шиповых соединений: 1 – паз; 2 – гребень; 3 – шип круглый; 4 – плоские шипы; 5 – проушина; 6 – гнездо плоского шипа; 7 – гнездо круглого шипа
Рамные прямоугольные шипы можно формировать на одноили двухсторонних шипорезных станках. Из односторонних шипорезных станков находят применение ШО-16-4, СФШ 003, ШПК-40 (Россия), GRIGGIO GT-4S, GRIGGIO GАT 180 (Италия), RAUTEK МХ2108А (Китай) и др. Из двухсторонних шипорезных станков наибольшее распространение получили ШД 10-8, ШД 10-10, ШД 16-8 (Россия), автоматические Beaver 3820 (Германия) (рис. 2), MX 2626 (Китай) и др. Автоматические фрезерные станки OMEC (Италия) предназначены для фрезерования шипа типа «ласточкин хвост».

Рис. 2. Станок автоматический шипорезный форматно-обрезной двусторонний Beaver 3820
Применяются фрезерные станки с нижним расположением шпинделя, предназначенные для фрезерования по направляющей линейке или шаблону, для нарезания шипов и проушин марок GRIGGIO Т-90i (Италия), TP 120 фирмы ROBLAND (Бельгия) (рис. 3). Станок TP 120 оборудован эксцентриковым прижимом, телескопической наклонной линейкой для нарезания шипов, кожухом с аспирацией. В качестве опций предлагаются копировальное устройство, автоматическое пусковое устройство, верхние и нижние прижимы заготовки, алюминиевые ограждения шпинделя.

Рис. 3. Фрезерный станок с нижним шпинделем ROBLAND TP 120
Режущий инструмент шипорезных станков состоит из пильного диска для торцевания в размер, двух горизонтальных ножевых головок для нарезания шипа и горизонтально поставленных прорезных дисков или пил для нарезания проушин.
Нарезаемые на рамных шипорезных станках шипы у брусков прямоугольного сечения также имеют форму прямоугольника. Однако в большинстве случаев для фрезерования гнезд под шипы применяют сверла или концевые фрезы, в результате чего образуются гнезда с закругленными по радиусу режущего инструмента концами.
Для получения плотного соединения без зазоров требуется подрезание углов гнезда или закругление кромок шипа. Эта операция может производиться путем обжима шипов между стальными матрицей и пуансоном на нетиповых станках.
В настоящее время все большее распространение получают шипорезные станки, изготавливающие шипы со скругленными гранями. При формировании этих шипов применяется комбинированный режущий инструмент, состоящий из дисковой пилы и ножевой головки. Используются следующие марки станков: СТ408-А, СТ406 (Россия), MDK 3113B, VANGUARD MD3110A (Китай), BACCI TSG2T (Италия), и др.
2. Фрезерование древесины
Фрезерование древесины в общем случае – это резание ее вращающимися фрезами, при котором траекторией резания является циклоида. Различают цилиндрическое, коническое, торцовое, торцово-коническое, продольное или фасонное фрезерование (рис. 4).
Цилиндрическое – фрезерование, при котором ось вращения инструмента параллельна поверхности обработки, а лезвия резцов описывают в пространстве цилиндрические поверхности.
Коническое – производится инструментом, ось вращения которого наклонена под углом к поверхности обработки, а лезвия резцов описывают в пространстве коническую поверхность.
Торцовое – происходит, когда ось вращения инструмента перпендикулярна поверхности обработки, боковые лезвия резцов описывают в пространстве цилиндрические поверхности, а торцовые – поверхность кольца или круга.
Торцово-коническое фрезерование происходит аналогично торцовому фрезерованию, но лезвия резцов описывают в пространстве коническую поверхность.
При фасонном режущие кромки инструмента имеют сложное очертание, составленное из криволинейных элементов. Все фрезерные работы можно подразделить на следующие четыре вида:
- фрезерование прямолинейных кромок по линейке;
- фрезерование криволинейных кромок по кольцу и шаблону;
- фрезерование поверхностей двойной кривизны;
- торцовое фрезерование канавок и профилей по копиру.
Фрезерование плоских и профильных кромок прямолинейных деталей ведется на фрезерном станке Ф-4.
Криволинейные кнопки незамкнутого и замкнутого контура фрезеруют при помощи кольца и шаблона. Кольцо может быть закреплено в столе станка или непосредственно на шпинделе.
Наиболее совершенные и производительные фрезерные станки с механической подачей – карусельно-фрезерные (Ф1К или Ф2К-3). В массовых производствах карусельно-фрезерные станки применяют для обработки заготовок по криволинейным контурам.
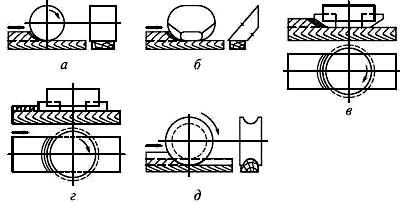
Рис. 4. Виды фрезерования древесины: а – цилиндрическое; б – коническое; в – торцовое; г – торцово-коническое; д – фасонное
Торцовое фрезерование канавок и различных профилей обычно выполняют на копировально-фрезерных станках с верхним расположением шпинделя ВФК (Россия) и G60, G800, G900 производства фирмы GRIGGIO (Италия). Обработка производится в специальном шаблоне с пазами на нижней стороне, соответствующими контуру, который нужно обрабатывать.
Фрезерование прямолинейных заготовок по линейке выполняют на вертикально-фрезерных станках с нижним расположением шпинделя (Ф-4, ФШ-4 (Россия), Formula T1LL, T55 W Elite S (Италия) и др.). Различают три вида таких работ: выверку гладких поверхностей, преимущественно кромок, под прямую плоскость; сквозное фрезерование профиля; несквозное фрезерование профиля (рис. 5). В этих случаях фрезерование выполняется с помощью направляющей линейки.
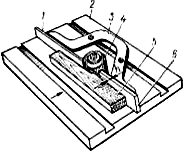
Рис. 5. Обработка прямолинейной кромки на фрезерном станке по линейке: 1 – задняя направляющая линейка; 2 – стол; 3 – – скоба; 4 – ножевая головка; 5 – обрабатываемая деталь; 6 – передняя направляющая линейка
Криволинейные кромки незамкнутого и замкнутого контура фрезеруются при помощи кольца и шаблона. Кольцо может быть закреплено в столе станка или непосредственно на шпинделе (рис. 6). Для обработки по копиру заготовка крепится винтовыми или эксцентриковыми зажимами, а в нижней части шпинделя, под фрезой, устанавливается свободно вращающееся кольцо с шарикоподшипником, служащее упором для копира при фрезеровании. В процессе обработки копир с заготовкой боковой кромкой постоянно опирается на это кольцо и с помощью ручного управления проводится мимо фрезы, формирующей на поверхности заготовки заданный профиль.
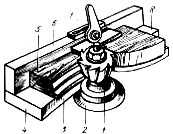
Рис. 6. Обработка криволинейной кромки на фрезерном станке по кольцу и шаблону: 1 – фреза; 2 – упорное кольцо; 3 – направляющая кромка шаблона; 4 – шаблон; 5 – обрабатываемая заготовка; 6 – линейка шаблона; 7 – прижим; 8 – упор
Для механизации подачи под копировальным кольцом устанавливается цепная звездочка с отдельным приводом вращения, а под копиром, строго параллельно ему, крепится пластинчатороликовая цепь, входящая в зацепление со звездочкой. При вращении звездочки копир с заготовкой перемещается вдоль фрезы, сохраняя постоянный контакт с упорным кольцом.
На копировальных станках с верхним расположением шпинделя фрезеруют прямолинейные и криволинейные боковые поверхности, щиты и рамки, выбирают пазы, гнезда, полости различной конфигурации, сверлят и зенкуют отверстия, а при наличии специальных приспособлений нарезают короткие резьбы, вырезают пробки, выполняют различные художественные работыВ. эту группу входят копировальные станки (ВФК-2, ВФК-3 (Россия) (рис. 7), G60, G800, G900 (GRIGGIO, Италия) (рис. 8), WINNER LH-1000 (Тайвань)), карусельные (Ф1К-2, Ф1К-2А (Россия), Rautek MX-7212, Rautek MX-7516 (Китай) (рис. 9)) и модельные (ФМ25, ФМС (Россия)). Фрезерные копировальные станки с верхним расположением шпинделя универсальные.
Различают фрезерные карусельные станки с верхним (Ф1К-2, Ф1К-2А) и нижним (Ф2К-ШЗ) расположением шпинделя.

Рис. 7. Схема обработки на копировально-фрезерном станке ВФК-3: 1 – стол; 2 – деталь; 3 – концевая фреза; 4 – шаблон; 5 – копир

Рис. 8. Копировальнофрезерный станок с верхним расположением шпинделя G900

Рис. 9. Автоматический фрезернокопировальный (карусельный) станок Rautek MX-7516
Для фрезерования профилей, сверления отверстий в пласти и кромке, фрезерования по контуру, пропиливания пазов в щитовых деталях из деревянного массива, ДСтП и MDF применяются многооперационные обрабатывающие центры с числовым программным управлением ARROW, ROVER 24 фирмы BIESSE (Италия) (рис. 10), Altesa ADVANCED 24 (Италия) и др. Высокая производительность этих машин достигается за счет быстрой смены инструмента, высокой скорости перемещения по осям, сокращенного времени перенастройки. В оборудование обрабатывающего центра входят следующие узлы: фрезерный узел, сверлильно-присадочная группа, циркулярная группа.

Рис. 10. Обрабатывающий центр с ЧПУ ROVER
Несмотря на широкое распространение копировальных станков с системой ЧПУ, продолжается выпуск оборудования с механическими копирами точнее объемно-копировальных станков. Так копировально-фрезерные станки с ЧПУ Beaver 26 AVTS, Beaver 3015 AVT6, Beaver 9A2 (Китай) (рис. 11) и др. предназначены для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование).

Рис. 11. Фрезерный станок с ЧПУ Beaver 9A2
Параллельно отметим, что для обеспечения работы оборудования при 3D-обработке (сегодня уже появились станки с 5D-обработкой), то есть для получения математической модели твердотельного объекта предназначен сканер трёхмерного сканирования Optiscan 3D (рис. 12).

Рис. 12. Трехмерный сканер Optiscan 3D
3. Формирование гнезд и отверстий
Формирование продолговатых гнезд и отверстий, предназначенных в основном для шиповых соединений, производится на цепно-долбежных (ДЦА-3 (Россия), GT40S, GT50S, GT60S фирмы CENTAURO, GRIGGIO G-450 (Италия) (рис. 13)) и сверлильно-пазовальных (СВПА-2 и СВПГ-1И (Россия), TRC-N, TRC-SI, MT- 300 RM GROUP (Италия)) станках.
Фрезерование гнезд на цепно-долбежных станках производится фрезерной цепочкой, имеющей прямоугольную форму и закругленные углы дна. Наименьшие размеры гнезд, выбираемых на цепно-долбежных станках, определяются соответствующими размерами фрезерных цепей и направляющих линеек, наибольшие по ширине – определяются шириной цепочки, а по длине – возможной величиной продольного перемещения стола станка.

Рис. 13. Станок цепно-долбежный CENTAURO G 450
Для выборки небольших гнезд чаще всего пользуются сверлильно-пазовальными станками (Griggio TRC- N (Италия) (рис. 14), СВПГ-1К (Россия), Yuton MDK 4120 B Super (Китай) и др.). Станки бывают с ручной и механической подачей. На станках с автоматической подачей в качестве режущего инструмента применяются концевые фрезы гнезд диаметром до 16 мм.
Наиболее производительны многошпиндельные сверлильно-пазовальные станки. В настоящее время на крупных предприятиях получает распространение сверлильно-пазовальные центры с ЧПУ ALFA NC Centauro SpA (Италия) (рис. 15), SCM CYFLEX F900 PRO SCM Group (Италия).

Рис. 14. Станок сверлильно-пазовальный Griggio TRC-N

Рис. 15. 3-х координатный сверлильно-пазовальный центр с ЧПУ ALFA NC Centauro SpA
Сверление круглых отверстий производится на одно- и многошпиндельных вертикальных, горизонтальных или вертикально-горизонтальных станках. Большое распространение получили вертикальные станки СВА-2 с ручной и СВПА – с механизированной подачей. Современные сверлильно-присадочные станки изготавливаются по схеме со сквозным проходом заготовки. Большое распространение в отрасли получили станки: одноблочные – SCM Advance 21 SCM Group, ALFA 21T VITAR (рис. 16), ITALMAC Cuspide-21 (Италия) и др.; многоблочные – СГВП-1 и СГВП-2 (Россия), FORMA 63 H, SIGMA 2TA, производства фирмы VITAR (Италия), ITALMAC Bor h3V4 (Италия) (рис. 17) и др.; сверлильно-присадочные станки с ЧПУ MARS900 (SFERA ROSSA, Италия).

Рис. 16. Станок сверлильноприсадочный одноблочный ALFA 21T

Рис. 17. Станок сверлильно-присадочный многоблочный ITALMAC Bor h3V4
4. Шлифование
Технологический процесс механической обработки деталей завершается шлифованием, которое подготавливает поверхности деталей к операциям отделки. Поверхность древесины шлифуют для уменьшения неровностей (шероховатости), вызванных ее анатомическим строением или механической и другой обработкой. Для шлифования древесины и древесных материалов применяются шлифовальные шкурки на тканевой или бумажной основе.
Шероховатость поверхности древесины перед операцией отделки должна быть в пределах 16 мкм. Такое качество поверхности достигается трехкратным шлифованием: первое – номерами шкурок 32…, после которого шероховатость поверхности равна 60 мкм, второе – номерами 12…10, после которого шероховатость поверхности равна 32 мкм, и, наконец, третье – номером 8, после которого достигается требуемая шероховатость поверхности, равная 16 мкм.
Для шлифования древесины и древесных материалов применяются разнообразные шлифовальные станки, которые можно разделить на
- ленточные: узколенточные и широколенточные;
- дисковые и комбинированные;
- цилиндровые;
- щеточные (или лепестковые).
Ленточные станки применяют для шлифования плоских щитовых деталей, выпуклых и вогнутых поверхностей, калибрования заготовок из древесностружечных плит. В качестве инструмента на этих станках служит бесконечная (закольцованная) шлифовальная лента, натянутая на двух или трех шкивах. Станки с неподвижным столом предназначены для плоскостного шлифования ящиков, щитков, дощечек и брусьев, а со свободной лентой – для обработки изогнутых и круглых шлифовальных деталей. Плоскостное шлифование облицованных и необлицованных щитов и плит производится на узко- и широколенточных станках.
Из узколенточных шлифовальных станков известны: ШлНС-3, ШлНС, ШлПС-6, ШлПС-6К (рис. 18), ШлПС-8 (Россия), GL GRIGGIO (Италия) и др. Существуют вертикальные узколенточные шлифовальные станки, например, VPB 3200 Vertical HOUFEK (Чехия) (рис. 19). Однако вместо ленточной пилы на двух обрезиненных шкивах закреплена закольцованная узкая шлифовальная лента.
Из широколенточных станков известны: ШлК-6 (рис. 20), ШлК-8, МШП-01 (Россия), Costa Levigatrici 868, Heesemann MFA 6, ELMAG 505 2 (Германия) и др.

Рис. 18. Станок узколенточный шлифовальный ШлПС-6К

Рис. 19. Станок вертикальный узколенточный шлифовальный VPB 3200 Vertical HOUFEK


Рис. 20. Станок широколенточный шлифовальный ШлК-6 и схема шлифования
В деревообработке для калибрования в первую очередь ДСтП появились станки, использующие в качестве режущего инструмента полый цилиндр из абразивных зерен на эпоксидной связке, насаживаемый на шпиндель станка.
Дисковые шлифовальные станки (Шл2Д, ШлДБ, Шл3ЦВ 19, Шл3ЦВ19 (Россия), KNUTH TSM 300 (Германия) (рис. 21), JET JDS-12 708433M, JET PLUS 649003KM (Швейцария) и др.) предназначены для шлифования по плоскости различных деревянных деталей небольших габаритов, ящичных конструкций, кромок, брусковых деталей, сложных заготовок под различными углами и т.п. Механизмом резания этих станков является диск, установленный на валу электродвигателя (или два диска, когда используется электродвигатель с двухсторонним выходом вала), на плоской поверхности которого через фетровую прокладку обечайкой крепится шлифовальная лента в форме круга.
Известны следующие комбинированные шлифовальные станки: станки марок JET, ZENITECH (Швейцария), PROMA (Чехия), Корвет (Россия) и др.
На рис. 22 представлен внешний вид комбинированного шлифовального станка марки PROMA ВР-100.

Рис. 21. Станок шлифовальный дисковый KNUTH TSM 300

Рис. 22. Комбинированный шлифовальный станок PROMA ВР-100
Цилиндровыми называют шлифовальные станки (Шл3ЦВ (рис. 23), Шл3Ц-3, Шл3Ц12-2 (Россия) и др.), у которых шлифовальная лента закреплена на образующей поверхности цилиндров. Диаметр шлифовального цилиндра таких станков сравнительно невелик (280 – 350 мм), поэтому при работе на частоте вращения 1500 об/мин шлифовальная лента быстро засаливается. При этом сам цилиндр нагревается до достаточно высокой температуры, поскольку на его поверхности нанесен слой эластичного материала (фетра или войлока), служащий прокладкой между шлифовальной лентой и стальным цилиндром, что не способствует ее охлаждению. Цилиндровые станки бывают одно- и трехцилиндровые. Одноцилиндровые станки с ручной или механической подачей применяют для плоскостного шлифования прямых и изогнутых щитовых и брусковых деталей, заоваливания острых ребер. Трехцилиндровые станки предназначенные для шлифования фанеры, плит, щитовых (облицованных) и рамных деталей, а также снятия провесов, выпускают двух видов: с верхним и нижним расположением шлифовальных цилиндров. При необходимости с помощью двух установленных последовательно станков можно обработать за один проход изделия с двух сторон.

Рис. 23. Схематическое изображение трехцилиндрового станка марки Шл3ЦВ 19: 1 – вальцы; 2 – неподвижный стол; 3 – контрвальцы; 4 – электродвигатель; 5 – вал; 6 – маховик; 7 – шлифовальные цилиндры
Лепестковой шлифовальный инструмент состоит из большого количества лепестков, расположенных радиально и закрепленных в основе с помощью синтетической смолы или металлической втулки. Лепестки в основном изготавливают из шлифовальной шкурки с зернами карбида кремния или корунда на тканевой основе. Преимущество лепесткового круга над другими эластичными инструментами заключается в том, что за счет веерообразно размещения лепестков их относительно независимое друг от друга прилегание к обрабатываемой поверхности предоставляет кругу высокой эластичности. Это обеспечивает постоянный и равномерный контакт инструмента с обрабатываемой поверхностью, благодаря чему и достигают хорошего качества обработки.
Лепестковые шлифовальные станки (МТШлК, ШлЩ (Россия), TWINGO Houfek (рис. 24), Final HOUFEK (Чехия) и др.) предназначены для финишного шлифования, полирования, искусственного старения, вощения различных деревянных заготовок; для полирования изделий из металла; промежуточного и финишного шлифования плитных панелей МДФ.


Рис. 24. Станок лепестковый шлифовальный TWINGO Houfek
Просмотров: 111
Механическая обработка древесины — Производство конструкций из дерева
Механическая обработка древесины
Категория:
Производство конструкций из дерева
Механическая обработка древесины
Основной вид механической обработки древесины — резание. Это процесс, при котором происходит разделение материала на заготовки или удаление части его для получения изделий заданных форм, размеров и требуемой степени шероховатости. При резании механически нарушается связь между структурными элементами древесины (волокнами, клетками) в отличие от гнутья или прессования, при которых эта связь сохраняется. Тонкие слои Древесины, отделяемые при резании, называют стружкой, а мелкие кусочки — опилками. По принципу резания осуществляется пиление, строгание, фрезерование и др.
Для обработки древесины резанием применяют режущие инструменты, имеющие один (ножи), несколько (фрезы) или много (пилы) резцов. В общем виде резец имеет форму клина (рис. 1),
в котором различают переднюю грань, расположенную со стороны снимаемой стружки, заднюю грань, обращенную к обработанной поверхности, и две боковые грани. Передняя и задняя грани образуют режущую кромку (лезвие резца). Когда ширина резца меньше ширины материала, в резании принимают участие также боковые режущие кромки (грани резца). При поступательном движении резца получают плоскую поверхность, а при вращательном — криволинейную. Плоскость, касательная к поверхности резания и проходящая через режущую кромку резца, называется плоскостью резания.
В зависимости от направления движения резца по отношению к направлению волокон древесины различают торцовое, продольное и поперечное резание (рис. 2).
При торцовом резании резец движется в плоскости, перпендикулярной направлению волокон древесины, перерезая их. Срезаемая стружка скалывается на отдельные слабо связанные или совсем несвязанные элементы. При продольном резании направление резания совпадает с направлением волокон, стружка снимается в виде тонкой ленты. Поперечное резание происходит при движении резца в плоскости волокон перпендикулярно их длине. При этом элементы стружки слабо связаны между собой. Однако при создании специальных условий (снятие тонкого слоя древесины, распаривание древесины и обжим ее перед резанием) можно получить относительно прочные листовые изделия — строганый и лущеный шпон.
Величина сопротивления резанию для рассмотренных трех случаев (торцовое, продольное, поперечное) находится в соотношении 5:2:1 (при толщине стружки до 1 мм и величине угла резания 45°).
Рис. 1. Элементы простого резца: abed — передняя грань; ab’c‘d — задняя грань; ай — лезвие; а — задний угол; V — передний угол; 3—угол заострения; в —угол резания; b — ширина стружки; Л — толщина стружки
Рис. 2. Виды элементарного резания: а — торцовое; б — продольное; в — поперечное
Различают элементарное и сложное резание. При элементарном резании участвует только одна прямолинейно режущая кромка: толщина снимаемой стружки постоянна, резец надвигается на древесину с постоянной скоростью и по отношению к ее волокнам занимает одно из рассмотренных трех положений. Примером элементарного резания может быть- теска топором, резка ножом, стамеской. При сложном резании в процессе обработки участвуют несколько элементов резца. Например, резание с боковыми стенками (выборка пазов), когда длина резца не перекрывает ширину бруска.
Рис. 3. Профили зубьев пил: а —рамных; б —круглых; в — ленточных; 1 — ломаный зуб; 2 — прямой зуб; 3 — для продольной распиловки; 4— для поперечной распиловки; 5 — для досок; 6 — для бревен
В процессе обработки резанием различают движение резания (главный элемент) и движение подачи. Эти движения могут осуществляться одновременно и в разное время. Для срезания каждой новой стружки нужно переместить резец относительно древесины (или наоборот). Такое движение называется движением подачи, а скорость этого движения — скорость подачи. Движение подачи у большинства режущих инструментов совершается одновременно с движением резания. Например, при работе круглой пилы сложение двух движений дает траекторию относительного движения резца или траекторию резания. Так как окружная скорость движения пилы значительно больше скорости подачи бруска, то траектория резания почти совпадает с окружностью диска пилы и соответствующая ей скорость вращения диска является, по существу, скоростью резания.
Наиболее распространенный способ резания древесины — это пиление. Пилы представляют собой многорезцовый инструмент. Они состоят из полотна и резцов, называемых зубьями. Различают рамные, дисковые и ленточные пилы, имеющие зубья различной формы (рис. 3). Рамные пилы, представляющие собой длинные тонкие стальные полотна, предназначены для продольной распиловки бревен. Дисковые пилы с постоянной или переменной толщиной диска применяют для продольной и поперечной распиловки. Пилы с переменной толщиной диска называют строгальными. Они не требуют развода зубьев и дают гладкую поверхность распила, пригодную для склеирания или покраски. Ленточные пилы — это тонкие стальные полосы с особой формой зубьев, которые применяют для продольной распиловки пиломатериалов и для криволинейных пропилов.
При строгании древесины ножи перемещаются по прямолинейной траектории, совпадающей с направлением рабочего движения (рис. 25, а). Строганием удаляют с поверхности заготовок неровности, образовавшиеся при других видах механической обработки, или получают шпон и стружки для плит. При строгании ножи движутся вдоль заготовки или заготовка перемещается относительно неподвижных ножей. Строгание осуществляется на строгальных, циклевальных, лущильных стружечных станках.
Рис. 5. Схемы обработки древесины: а — строгание; б — фрезерование; в — лущение
При фрезеровании резание древесины осуществляется вращающимися фрезами или плоскими ножами, укрепленными во вращающихся ножевых головках (рис. 5, б). Лезвия резцов могут описывать в пространстве цилиндрическую или коническую поверхности (соответственно цилиндрическое и коническое фрезерование). Когда ось вращения инструмента перпендикулярна поверхности обработки, происходит торцовое фрезерование. Методом фрезерования получают прямоугольные заготовки точных размеров, выбирают пазы и гнезда, нарезают шипы, обрабатывают детали криволинейного или ломаного профиля. Универсальность этого вида обработки обусловлена конструкцией соответствующих станков (фуговальные, рейсмусовые, четырехсторонние строгальные, фрезерные, шипорезные) и сменностью режущего инструмента.
Обработка деталей для придания им цилиндрической или фасонной формы тела вращения производится методом точения, т. е. резания вращающейся вокруг своей оси заготовки горизонтально перемещающимся ножом (токарные станки) или методом вращения ножевой головки вокруг изделия (круглопалочные станки). При лущении заготовка вращается вокруг своей оси, при этом снимается непрерывная стружка постоянной толщины (рис. 5, в). Траекторией резания является спираль. Цилиндрические или овальные отверстия в заготовках получают путем сверления, а отверстия и гнезда прямоугольного или квадратного сечения — методом долбления (сверлильно-долбежные и цепнодолбежные станки).
В результате механической обработки поверхность древесины приобретает различную степень шероховатости, которая определяется средней величиной Rz максимальных высот микронеровностей Ящах, замеренных от их вершин до дна соответствующих впадин. Неровности могут быть различного характера: борозды от зазубрин режущего инструмента, волнистость при обработке вращающимися ножами, выколы и вырывы кусочков древесины при пилении, ворсистость и мшистость при шлифовании. В зависимости от метода обработки древесины степень шероховатости ее различна:
На чертежах классы шероховатости указывают знаком Ад с Добавлением номера класса, например Ад7. Требования к шероховатости поверхности древесины определяются назначением деталей; для склеивания требуются 7… 8-й классы шероховатости, для лакирования — 9… 10-й. При обработке вращающимися ножами кроме высоты неровностей имеет значение длина волны. Для доброкачественного склеивания длина волны не должна превышать 4 … 6 мм. При таком условии в случае совпадения гребней волн смежных поверхностей толщина клеевого слоя не будет превышать 200 … 300 мкм.
Реклама:
Читать далее:
Механическая обработка пластмасс
Статьи по теме:
механическая и химическая переработка древесины
Методы переработки древесного сырья подразделяют на три группы: механические, химико-механические и химические.
Механическая переработка древесины включает в себя изменение её формы посредством пиления, строгания, фрезерования, лущения, сверления, точения, резьбы, раскалывания и измельчения.
В ходе химико-механической переработки получается промежуточный продукт из древесины, который имеет однородную структуру и размер, — специальная резаная стружка, дроблёный шпон. Путем химико-механической переработки изготавливают такие материалы как фанера, столярные, древесностружечные и цементно-стружечные плиты, арболит и фибролит. Химико-механическим методом пользуются и при изготовлении волокнистых полуфабрикатов в целлюлозно-бумажной промышленности.
Химическая переработка древесины производится при помощи термического разложения, под воздействием растворителей — щелочей, кислот, кислых солей сернистой кислоты. Термическое разложение, которое называют пиролизом, происходит при помощи нагревания древесины без доступа воздуха. В процессе пиролиза получают твёрдые, жидкие и газообразные продукты, самый известный из которых древесный уголь.
Посредством механической обработки получают измельченную древесину, которая представляет собой частицы различной формы и величины, к примеру, щепа, дроблёнка, стружка, опилки, древесная мука и древесная пыль. Пилёные лесоматериалы — получают при помощи распиливания в продольном направлении круглых лесоматериалов. Кроме пилёных материалов бывают и строганные, такие как строганный шпон, доски и бруски, а также древесная стружка и древесная шерсть, представляющая собой длинную тонкую стружку, применяемую в процессе производства фибролита. Путем лущения получают лущеные лесоматериалы, среди которых лущёный шпон и спичечная соломка. Половую доску, вагонку и плинтус получают при помощи фрезерования лесоматериалов.
Немаловажное значение имеют и колотые лесоматериалы, получаемые раскалыванием круглых лесоматериалов, к примеру, плаха — круглый материал, расколотый пополам или баклуша — кусок дерева со сколотой заболонью, который предназначается для вырезания мелких изделий, к примеру, ложки.
Круглые лесоматериалы, или кругляк — представляют собой лесоматериалы, которые получают в процессе поперечного деления. К ним относят долготьё — отрезок хлыста, который имеет длину, кратную длине получаемого при раскряжёвке сортимента с припуском на разделку, комбинированное долготьё — долготьё для разделки на сортименты различного предназначения, а также бревно, являющееся круглым сортиментом, кряж который является отрезком нижней, комлевой части ствола и колоду — короткое толстое бревно. Бревно используется или в круглом виде (кроме тонкомерной рудничной стойки, жердей и кольев), или как сырье для изготовления пиломатериалов общего предназначения, а также специальных типов продукции. Из кряжа производят специальные виды лесопродукции, к примеру, облицовочный шпон, фанеру, тару, лыжи, спички, шпалы. На колоде чаще всего рубят мясо или колют дрова. Помимо этого из нее изготавливают корыта, гробы, притолоки над дверью, челны, улья.
Ручная обработка древесины: технологии, инструменты, инструкции
Перед использованием любая древесина нуждается в обработке. Зачастую это происходит на предприятиях с использованием специальных станков, которые не доступны для бытового использования. Если же необходимо обработать небольшое количество материала в ход идет ручная обработка древесины.
Что такое ручная обработка древесины?
Механическая обработка древесины — это вид обработки материала, который подразумевает изменение формы и объема дерева, но при этом сохраняет все его свойства в неизменном виде. Механическая обработка может производиться как с использованием специальной техники, как и с помощью ручных инструментов. Именно механическую обработку небольшого объема дерева ручными инструментами и можно назвать ручной обработкой древесины. Технология ручной обработки древесины зависит от метода обработки.
Ручная обработка древесины включает в себя такие методы:
— разметка;
— изменение формы и размера: пиление;
— выравнивание поверхности: строгание, шлифовка и циклевание;
— включение отверстий с помощью сверления, работы с долотом и стамеской.
Разметка
Разметка — это перенесение объемов и форм будущего изделия с чертежа на материал. Без правильной разметки вам, скорее всего, не удастся выкроить детали, идеально соединяющиеся друг с другом, да и просто ровно отпилить края доски без разметки не получится. Для произведения разметки используют такие ручные инструменты для обработки дерева как рулетку, линейку, угольник, карандаш, а иногда и циркуль.
Пиление
Пиление — это один из самых популярных и используемых методов ручной обработки, он призван изменять форму материала. С помощью пиления можно укоротить доску, выпилить из древесины деталь нестандартной формы, подогнать бревно или брус под нужный размер и т.д.
Пиление можно выполнять с помощью таких инструментов:
— лучковая пила
— ножовка
— лобзик.
Лучковая пила чаще всего используется для продольного пиления древесины, а ножовка для пиления поперек волокон особенно широких досок.
Перед началом работы необходимо убедиться, что инструмент хорошо заточен, а материал, который будете пилить, надежно закреплен таким образом, чтобы спиливаемая часть выступала за край стола.
Строгание
Ручная обработка древесины с помощью строгания призвана сделать поверхность материала ровной, без вмятин, зазубрин, сколов и т.д. Производят строгание с помощью таких инструментов: шерхебель, рубанок и фуганок. Они снимают с поверхности древесины ровную и тонкую стружку.
Все инструменты имеют похожее строение и представляют собой изделия, имеющие деревянный корпус и встроенный во внутрь нож, отличаются они только размерами и формой ножей. Рубанок имеет длину до 25 сантиметров, может иметь один или два прямоугольных ножа. Его используют для финальной обработки материала, или для обработки небольшого количества дерева. Фуганок имеет, как правило, один нож и длина инструмента достигает 90 сантиметров. Фуганок используют, когда необходимо провести обработку большой площади. Шерхебель имеет полукруглый нож, его используют для грубой обработки дерева, он снимает с поверхности древесины толстый слой, им удобно строгать дерево твердых пород.
Во время строгания инструмент необходимо держать двумя руками и сильно прижимать к поверхности, при этом материал должен быть надежно укреплен по всей поверхности, чтобы не было провисания.
Строгать нужно только тот участок, который расположен впереди. Когда он обработан мастер делает шаг назад и опять обрабатывает участок, оказавшийся впереди. При каждом подходе рубанка нужно перекрывать половину ширины предыдущего подхода. Если приходится строгать твердую древесину, то это удобнее делать поперек волокон, немного под углом, такой подход не сделает поверхность идеально гладкой, но поможет избежать порчи материла.
Во избежание снятия слишком толстого слоя древесины, во время работы необходимо держать рубанок таким образом, чтобы его передняя часть была прижата к поверхности, а задняя оказалась слегка приподнятой.
Шлифовка
Шлифовка помогает сделать поверхность древесины гладкой, убрать все шероховатости и неровности, подготовить материал к дальнейшей обработке: окрашиванию, лакированию, пропитке защитными составами.
Ручная обработка древесины с помощью шлифовки выполняется с помощью наждачной бумаги разной зернистости. Ее можно просто держать в руке, а можно закрепить на специальном деревянном держателе, это поможет защитить руки от травм.
Шлифовку дерева проводят в несколько этапов:
— черновая или грубая шлифовка — для этого используют наждачку с крупным зерном. Такая шлифовка выровняет поверхность.
— полировка. Такая шлифовка выполняется шкуркой средней зернистости (100) и призвана убрать поднявшийся ворс и сгладить поверхность.
— финальная шлифовка. Она выполняется непосредственно перед нанесением лакокрасочных изделий, выполняется очень мягкой мелкозернистой наждачной бумагой (зернистость 240).
Циклевание
Циклевание — это одна из разновидностей шлифовки.
Ручная обработка древесины производиться специальным инструментом — циклей. Это тонкая стальная пластина толщиной не более полутора сантиметров с сильно заточенным рабочим краем. Заточка производится под прямым углом.
Технология ручной обработки дерева с помощью цикли проста. Циклю держат пальцами, установив ее под прямым углом, и скоблящими движениями снимают верхний слой древесины. При этом соскабливается мелкая, практически как пыль, стружка.
Циклевание применяют для шлифовки твердых пород дерева.
Сверление
Ручная обработка дерева с помощью сверления помогает получить в материала сквозные или не сквозные отверстия необходимого диаметра.
Для получения отверстий используют ручные сверла, а так же долото и стамеску.
Долото и стамеска — это металлические стержни с острым зауженным краем. Долото используют для крупных отверстий, сам стержень длинный с широким концом. Его устанавливают на древесину перпендикулярно волокнам и вбивают, ударяя по рукоятке молотком, а затем, установив долото под углом, подрубывают то, что срезали. Дальше делают то же самое с другой стороны будущего отверстия, и чередуют до получения необходимого результата.
Стамеска похожа на долото, но она меньших размеров, более тонкая и острая. Ее применяют для получения небольших отверстий.
Для получения идеально ровных круглых отверстий лучше всего использовать ручную дрель. Это сверло, которое приводится в действие с помощью коловорота.
При сверлении важно контролировать, чтобы сверло шло прямо и не отклонялось в сторону. Когда сверло подходит к концу, нужно уменьшить скорость вращения для избежание растрескивания. С этой же целью можно подложить с обратной стороны доски деревянный брусок, чтобы сверло входило в него после того как просверлит доску.
Выполняя все инструкции при ручной обработке древесины вы получите на выходе качественный, красивый и долговечный материал.
Рабочее место для ручной обработки древесины
Профессиональное рабочее место для ручной обработки дерева обязательно оснащено столярным верстаком. Верстак — это специальный стол, на котором можно удобно и легко производить обработку дерева, а также хранить ручные инструменты для обработки древесины. Верстак должен быть оснащен тисками для удобного закрепления обрабатываемого материала.
Основные требования к верстаку:
— он должен быть прочный и устойчивый;
— верхнюю крышку верстака лучше делать из металла или твердых сортов дерева, чтобы она не портилась при обработке древесины;
— высота верстака должна быть такой, чтобы при работе мастеру не нужно было наклоняться.
Если у вас нет верстака для столярных работ можно использовать и прочный стол. Самое главное, чтобы он был устойчивый и удобный.
Не лишним будет также позаботится о безопасности на рабочем месте. У вас под рукой всегда должны быть защитные очки (они уберегут ваши глаза от попадания щепы или стружки), и перчатки, которые обезопасят руки от заноз и ссадин.
Ирина Железняк, Собкор интернет-издания «AtmWood. Дерево-промышленный вестник»
Насколько информация оказалась для Вас полезной? Loading …Похожие статьи:
| Copyright © atmwood.com.ua. Копирование материала разрешено при указании гиперссылки на источник |
Дефекты обработки древесины — Википедия
Материал из Википедии — свободной энциклопедии
Дефе́кты обрабо́тки древеси́ны — пороки древесины механического происхождения, возникающие при обработке древесины человеком: заготовке, транспортировке, пилении и т. д.[1].
Дефекты возникают как в результате сознательного воздействия на дерево человеком (карра), так и в результате неисправности или неправильной наладки деревообрабатывающего инструмента и могут служить показателями качества обработки древесины, не уменьшая её прочности (риски, волнистость, мшистость, ожог и рябь шпона). Также дефекты могут появляться как следствие естественных пороков древесины (например, кривизны ствола, косослоя). Обдир коры, который может нанести дереву как человек, так и животное, и инородное включение тоже включены в разряд дефектов древесины.
- Полужирным шрифтом выделяются названия дефектов, присутствующие в ГОСТ.
- Полужирным курсивом выделяются названия дефектов, отсутствующие в ГОСТ.
- Курсивом выделяются термины, а также пишутся названия, приведённые в другом месте статьи или в другой статье данной тематики.
- (неофиц.) — неофициальное название понятия, присутствующего в ГОСТ.
- (сокр.) — сокращённое название.
Инородные включения, механические повреждения и пороки обработки[править | править код]
 Инородное включение
Инородное включение- Инородное включение — присутствующее в лесоматериале постороннее тело недревесного происхождения (камень, проволока, гвоздь, металлический осколок, пуля). Внешним признаком скрытого порока в круглом лесоматериале могут быть местные вздутия и складки коры и древесины, вмятины, отверстия на боковой поверхности, а в пиломатериалах — изменение цвета окружающей древесины. Затрудняет обработку древесины, может привести к аварии (поломке полотна пилы). Этот порок не измеряется, только учитывается его наличие.
Механические повреждения ствола[править | править код]

 Козырёк и запил
Козырёк и запил  Отщеп, оставшийся на пне
Отщеп, оставшийся на пнеК механическим повреждениям, или травмам ствола относятся глубокие или поверхностные повреждения, нанесённые инструментами или механизмами при выращивании, подсочке, заготовке, транспортировке, сортировке и обработке.
- Обдир коры — участок поверхности ствола или неокорённого круглого лесоматериала, лишённый коры. В лесу появляется на отдельных деревьях при повреждении их копытными животными и грызунами. Предшествует появлению сухобокости (см.), окружённой валиком наплывшей древесины. Снижает стойкость живых деревьев и свежезаготовленного круглого лесоматериала к заражению грибами и трещинам.
Измеряется обдир коры двумя разными способами: 1) по ширине и длине зоны повреждения. Если это обусловлено спецификой сортимента, допускается измерять один из указанных параметров; 2) по площади зоны повреждения (в процентах от площади боковой поверхности сортимента).
Также причиной отсутствия коры могут быть:- ожог коры, появляющийся в результате пожара или при резком нагревании весенним солнцем южной стороны стволов деревьев с тонкой корой — таких, как бук, граб, ель, пихта. Кора сходит вследствие отмирания камбия. Такое часто происходит на опушке леса;
- ошмы́г — механическое повреждение кроны и наружной части ствола дерева, вызванное падением соседних деревьев. Возникает при ветровале, снеговале и во время рубки леса. Во избежание ошмыга при рубке следует тщательнее выбирать направление валки дерева. Ошмыг способствует ослаблению и усыханию деревьев, проникновению инфекции, нападению насекомых-вредителей, потере технических качеств древесины[2].
- Обугленность — обгорелые и обуглившиеся участки поверхности лесоматериалов, появившиеся в результате повреждения огнём.
- Карра — повреждение древесины, нанесённое при подсочке во время добычи живицы из хвойных деревьев, сопровождающееся засмолением древесины. Для её нанесения используется специальный инструмент — хак. Карра способствует грибному поражению деревьев и круглых сортиментов. Этому повреждению сопутствуют засмолок (см.) и нередко внутренняя краснина в подзаболонной части.
Измеряют карру по глубине, ширине и длине; либо, если это обусловлено спецификой сортимента, допускается измерять один или два из указанных параметров. - Заруб — местное повреждение поверхности лесоматериала топором. Способствует заражению дерева или сортимента грибами; может уменьшить выход пиломатериалов и фанеры. Типичный заруб представляет собой глубокое повреждение, этим от него отличается
- затёска — плоская рана, нанесённая топором или другим режущим инструментом. Кроме коры захватывает поверхностные слои древесины.
- Запил — местное повреждение поверхности лесоматериалов инструментами и механизмами (например, пилой, тросом лебёдки). По влиянию на качество материала подобен зарубу.
- Отщеп — отходящая от торца круглого лесоматериала сквозная боковая трещина. По мере удаления от торца толщина отщепившейся части уменьшается. Возникает при заготовке или распиловке лесоматериалов. Может представлять собой полное отсутствие части ствола на торце.
- Скол — участок с отколовшейся древесиной в приторцовой зоне лесоматериала. По мере удаления от торца толщина отколовшейся части уменьшается. Возникает при заготовке или распиловке лесоматериалов.
- Вырыв — углубление на поверхности материала, иногда — полное отсутствие части ствола, с неровным ребристым дном, образованное в результате местного удаления (например, выкалывания или выпадания) древесины при заготовке или обработке. Сопутствует задирам (см. ниже), сучкам, косослою, свилеватости и завиткам (см.).
- Накол — местное повреждение лесоматериала острым предметом (например, багром). В круглых лесоматериалах, пиломатериалах или деталях в виде неглубоких (1,5—2,0 см), а в шпоне — сквозных отверстий. Часто сопровождается химическими окрасками, портит внешний вид материала или изделия. Может быть причиной грибного поражения.
- Облом — торец, образовавшийся при разламывании древесины.
Дефекты переработки древесины[править | править код]
Дефекты распиловки[править | править код]
Дефекты распиловки древесины образуются при продольной распиловке на пиломатериалы. Вызывают брак продукции и снижают её качество.
 Риски на торце круглого лесоматериала
Риски на торце круглого лесоматериала 
- Обзол — часть боковой поверхности бревна, часто с корой, сохранившаяся на обрезном пиломатериале. Увеличивает количество отходов при распиловке и затрудняет использование материала по назначению. Виды:
- тупой обзол — занимает часть ширины кромки;
- острый обзол — занимает всю ширину кромки.
- Риски — периодически повторяющиеся глубокие следы, оставленные на поверхности материала режущими инструментами (пилами, торцовыми фрезами, лущильными или строгальными станками). Риски могут оставить пилы, установленные непараллельно ходу пильной рамки, неточно разведённые или блуждающие; причиной может служить ослабление пил при нагреве или их недостаточное натяжение.
- Волнистость — непрямолинейный пропил или неровности на поверхности лесоматериала в виде чередующихся дугообразных возвышений и впадин. Образуется в результате неплоского пропила, неравномерной усушки или неправильного хранения при просушке. Причинами неплоского пропила могут быть блуждание пил или качание пильной рамки, вызванное слабым зажимом её ползунов в направляющих.
- Ворсистость — присутствие на поверхности материала часто расположенных не полностью отделённых волокон древесины, придающих ему шероховатость. Образуется при работе тупыми пилами, неправильном разводе зубьев, установке пил непараллельно ходу пильной рамки, слабом натяжении пил и их блуждании в процессе работы.
- Мшистость — сильная ворсистость, выражающаяся в присутствии на поверхности материала часто расположенных пучков не полностью отделённых волокон и мелких частиц древесины.
- Бахрома — сплошная или прерывистая лента пучков не полностью отделённых волокон и частиц древесины на рёбрах пиломатериала. Особенно часто образуется при распиловке древесины в осенне-летний период. Предпосылками её появления служат особенности строения и физико-механических свойств древесины, наличие в ней пороков (косослоя, свилеватости, крупных сучков), а также некачественная подготовка и установка режущего инструмента. Создаёт затруднения при использовании материала. Рекомендации по предотвращению появления бахромы были разработаны в 1966 г. сотрудниками ЦНИИ механической обработки древесины (ЦНИИМОД) Остроумовым и Шубиной.
Другие дефекты переработки[править | править код]

- Скос пропила — неперпендикулярность торца продольной оси сортимента.
- Рваный торец — присутствие на торце лесоматериала часто расположенных мелких углублений и пучков не полностью удалённых волокон и мелких частей древесины.
- Козырёк — выступающий над поверхностью торца участок древесины, возникший в результате неполного поперечного пропиливания лесоматериала.
- Закорина — участок коры, сохранившийся на поверхности шпона, выработанного из чураков, имеющих местные неровности, повреждения поверхности ствола и такие пороки, как кривизна, ребристая закомелистость и прорость (см.). Часто выпадает, оставляя на поверхности шпона дырки и углубления.
- Заусенец — козырёк острой защепистой формы, примыкающий к продольному ребру пиломатериала или детали.
- Задир — частично отделённый и приподнятый над поверхностью лесоматериала участок древесины с защепистыми краями. Сопутствует сучкам, косослою, свилеватости и завиткам (см.). Обычно встречается на струганых поверхностях в результате плохой заточки режущего инструмента.
- Выщербины — часто расположенные на поверхности пиломатериала или детали мелкие углубления, образовавшиеся в результате отрыва пучков волокон или частиц древесины.
- Рябь шпона, или негладкое лущение (неофиц.) — присутствие на поверхности шпона часто расположенных мелких углублений, ориентированных вдоль волокон.
- Вмятина — углубление на поверхности лесоматериала, образованное в результате местного смятия древесины, например, в результате падения или удара молотком.
- Царапина — повреждение поверхности материала острым предметом в виде узкого, длинного углубления, носящее случайный характер.
- Выхват — углубление по всей ширине обрабатываемой поверхности, возникшее в результате удаления при фрезеровании части пилопродукции или детали ниже плоскости фрезерования. Может образоваться при строгании электрорубанком.
- Непрофрезеровка — непрофрезерованный участок поверхности пилопродукции или детали, подвергавшейся фрезерованию.
- Гребешок — участок необработанной поверхности сортимента в виде узкой полосы, выступающей над обработанной поверхностью, возникающий в результате дефекта режущей кромки инструмента.
- Прошлифовка — удаление при шлифовании части лесоматериала ниже обрабатываемой поверхности.
- Недошлифовка — нешлифованный участок поверхности материала, подвергавшейся шлифованию.
- Ожог — участок поверхности древесины, потемневший в результате частичного обугливания от воздействия высоких температур, возникающих при повышенном трении режущих инструментов о древесину. Ухудшает внешний вид изделия.
- Покоробленность — это изменение формы сортимента при выпиловке, сушке или хранении.
Покоробленность при сушке древесины в идеальном случае возникает вследствие разницы усушки в тангентальном и радиальном направлениях. Продольная покоробленность может также являться следствием наличия в сортименте косослоя, креневой или тяговой древесины (см.) или крупных сучков. При сушке древесины всегда в большей степени усыхает периферийная, то есть заболонная сторона пиломатериала, соответственно, в эту же сторону и происходит изгиб. Величина покоробленности изменяется при высыхании и увлажнении древесины.
Поперечная и продольная покоробленности могут возникнуть и при распиловке древесины вследствие сохраняющихся в ней остаточных напряжений. Наблюдается коробление при обработке высушенных пиломатериалов: одностороннем фрезеровании, распиловке доски по толщине и т. п.. При распиловке, например, буковых брёвен, вследствие остаточных внутренних напряжений роста могут получиться доски, имеющие продольную покоробленность.
Данный порок затрудняет использование древесного материала по назначению вплоть до полной его непригодности, снижает качество лесоматериалов и изделий, увеличивает количество отходов и осложняет обработку. Для уменьшения коробления доски сушат в зажатом виде, подбирая режим, не вызывающий появления больших внутренних напряжений; для снятия остаточных напряжений сушки должна применяться конечная влаго- и теплообработка. Для исключения коробления при склеивании необходим правильный подбор соседних элементов.
Измерение покоробленности[править | править код]
Продольная покоробленность измеряется отношением наибольшей по длине сортимента стрелы прогиба к общей длине покоробленности и выражается в процентах.
Поперечная покоробленность измеряется отношением наибольшей стрелы прогиба к ширине пиломатериала и выражается в процентах.
Крыловатость измеряется наибольшим отклонением поверхности сортимента от плоскости и выражается в миллиметрах.
В клеёной фанере покоробленность определяется на горизонтальной плоскости при помощи линейки, установленной по диагонали листа, и выражается в сантиметрах на 1 погонный метр длины диагонали.
Классификация покоробленностей[править | править код]
- Продольная покоробленность по пласти — покоробленность по длине в плоскости, перпендикулярной пласти; то есть доска изгибается в сторону пласти. По сложности различается как:
- простая покоробленность — продольная покоробленность по пласти, характеризующаяся только одним изгибом; и
- сложная покоробленность — продольная покоробленность по пласти, характеризующаяся несколькими изгибами.
- Продольная покоробленность по кромке — покоробленность по длине в плоскости, параллельной пласти — доска загибается в сторону кромки.
- Поперечная покоробленность — изменение формы поперечного сечения материала. Характер изменения зависит от места выпиловки пиломатериала из бревна и расположения годовых колец на поперечном сечении. Доска, изготовленная из периферической части бревна, принимает форму жёлоба, при этом загиб краёв всегда происходит в наружную, заболонную сторону. Поперечное сечение бруска, годичные кольца в котором идут наискосок, становится ромбическим; если же они идут поперёк, то форма сечения не меняется. У материала, выпиленного из сердцевинной части, края становятся тоньше середины.
- Крыловатость, или винтовая покоробленность (неофиц.) — спиральная покоробленность по длине. Может появиться при ускоренной сушке как результат неравномерной отдачи влаги разными частями пиломатериала. Также частным случаем крыловатости является скручивание косослойных круглых лесоматериалов, например, столбов.
Трещины срубленной древесины появляются в процессе валки дерева, при дальнейшем хранении и переработке древесины. Появляются в древесине всех пород.
- Трещины усушки — это наружные трещины, возникающие при высыхании древесины и идущие от поверхности вглубь. На торцах трещины усушки часто имеют вид метиковых или отлупных трещин, но в отличие от них, имеют небольшую глубину и протяжённость вдоль волокон, обычно не более 1 м. Могут служить причиной заражения грибами.
- Трещины распиловки возникают в результате внутренних напряжений, высвобождающихся при пилении.
- Трещины пропарки и трещины пропитки появляются в условиях увеличения напряжений одновременно со снижением прочности древесины[3].
- ↑ Пороки древесины // Большая советская энциклопедия : [в 30 т.] / гл. ред. А. М. Прохоров. — 3-е изд. — М. : Советская энциклопедия, 1969—1978.
- ↑ Ошмыг // Лесная энциклопедия.: в этой книге повреждение кроны дерева с обдиром коры вследствие падения другого дерева названо ошмыгом, в то же время в книге Пороки древесины. Альбом / Миллер В. В., Вакин А. Т.. — С. IV. ошмыг приравнен к обдиру.
- ↑ Вакин А. Т., Полубояринов О. И., Соловьёв В.А. Пороки древесины. — 2-е издание. — 1980.
- Вакин А. Т., Полубояринов О. И., Соловьёв В. А. Пороки древесины. — Изд. второе, перераб. и доп. — М.: Лесн. пром-сть, 1980. — 197 с.
- Вакин А. Т., Полубояринов О. И., Соловьёв В. А. Альбом пороков древесины. — М.: Лесн. пром-сть, 1969. — 165 с.
- Пороки древесины. Альбом / Миллер В. В., Вакин А. Т.. — М. — Л.: Каталогиздат НКТП СССР, 1938. — 171 с. — 3500 экз.
- Лесная энциклопедия: в 2-х т. / Гл. ред. Воробьёв Г. И.; ред. кол.: Анучин Н. А. и др.. — М.: Сов. энциклопедия, 1986. — 631 с.
- Пороки древесины // Большая советская энциклопедия. — изд. 2-е. — М:: издат. Больш. Сов. Энциклопедия, 1955. — Т. 34. — С. 176.
- Собичевский В. Т. Бракованный лес // Энциклопедический словарь Брокгауза и Ефрона : в 86 т. (82 т. и 4 доп.). — СПб., 1890—1907.
- Собичевский В. Т. Браковка // Энциклопедический словарь Брокгауза и Ефрона : в 86 т. (82 т. и 4 доп.). — СПб., 1890—1907.
- ГОСТ 2140-81 (неопр.). www.complexdoc.ru. — Видимые пороки древесины. Классификация, термины и определения, способы измерения. Иллюстрации. Дата обращения 22 апреля 2013. Архивировано 2 мая 2013 года.
- Пороки древесины (неопр.). Глоссарий.ru. — Словарное определение пороков древесины. Дата обращения 24 апреля 2013.
- Пороки древесины (неопр.). Мир строительных материалов. Дата обращения 24 апреля 2013. Архивировано 29 апреля 2013 года.
Основные методы механической обработки весины 9 класс
Тема: Основные методы механической обработки древесины.9 класс.5 тема
Цель урока: научить учащихся основным методам механической обработки древесины резанием.
Задачи:
Образовательная: формирование у учащихся знаний механической обработки древесины резанием.
Развивающая: развитие позновательного интереса учащихся в области деревообработки, совершенствование учащимися приемов и навыков работы на станке, научить учащихся правилам техники безопасности при работе на станках.
Воспитательная: воспитание у учащихся любви к труду и уважение к людям труда, способствовать воспитанию самостоятельности, веры в свои силы, воспитание технологической культуры, профориентация учащихся.
Вид урока: информационно — сообщающий, объяснительно – демонстрационный, развивающий.
Форма урока: практическая.
Тип урока: комбинированный.
Методы урока: объяснение.
Средства урока: оборудование и материалы, наглядные пособия.
Ход урока:
1. Организационный момент:
— Проверка готовности к уроку.
— Повторение темы.
— Актуализация темы.
— Практическая работа.
2. Постановка целей и задач урока.
3. Изучение нового материала.
Обработка древесины резанием на производстве механизирована. Различают механическую обработку древесины со снятием стружки и без снятия стружки. К первому виду относятся пиление, точение, строгание, фрезерование, сверление, долбление и шлифование. Без снятия стружки древесину режут ножницами и высекают в штампах.
Механическое пиление — наиболее распространенный метод резания древесины . Осуществляют пиление с помощью лесопильных рам, ленточных, круглопильных и цилиндропильных станков. Лесопильные рамы (пилорамы) и ленточно-пильные станки применяют для распиливания бревен на доски и бруски. С помощью круглопильных станков проводят поперечный и продольный раскрой пиломатериалов. Цилиндрическими пилами на цилиндропильных станках выпиливают клепку для производства бочек.
Механическое точение – также распространенный метод обработки древесины . Детали обрабатывают на токарных станках.
Строгание и фрезерование древесины – это механическое резание и ее вращающимися многорезцовыми инструментами – фрезами, ножевыми валами, горизонтально движущимися ножами. Они снимают слой древесины в виде стружки.
Строгание и фрезерование бывает продольным (вдоль древесных волокон) и поперечным (поперек волокон). Осуществляют фрезерование на фрезерных, шипорезных и копировальных станках, получают пазы, шипы, гнезда, проушины, а также детали со сложными криволинейными поверхностями. Строгают древесины на строгальных станках, получают ровную гладкую поверхность на заготовках, а также строганный шпон.
Механическое сверление- выполняют на сверлильных и комбинированных (сверлильно-фрезерных ) станках.
Механическое долбление – проводят на цепнодолбежных станках для получения прямых пазов, продолговатых отверстий и гнезд.
Механическое шлифование- проводят на шлифовальных станках. С помощью шлифовальных станков деталям и изделиям очень быстро придают гладкую поверхность.
Все рассмотренные методы механической обработки резанием, несмотря на значительные различия в конструкции режущих инструментов, в характере их движения, в устройстве станков, имеют и существенное сходство. Оно заключается в том, что обработка заготовки осуществляется за счет снятия стружки режущими инструментами , рабочие части которых имеют форму клина. Кроме того, все станки представляют собой технологические машины.
Механическую обработку древесины без снятия стружки проводят с помощью ножниц, с плоскими или дисковыми ножами, а также в штампах, состоящих из подвижного пуансона и неподвижной матрицы. Ножницами разрезают листы шпона и фанеры, а в штампах высекают на них бракованные места.
В школьных мастерских механическая обработка древесины производятся на токарных,сверлильных и комбинированных (фрезерно- круглопильных) станках. На комбинированных станках ввиду их повышенной опасности разрешается работать только учителям.
В деревообрабатывающей промышленности, как и в машиностроении, все более широкое применение находят станки-автоматы. Они более производительны, освобождают человека от тяжелого физического труда, с их внедрением улучшаются условия работы, повышается качество продукции.
4. Практическая работа.
— Демонстрация приемов резания древесины на станке.
— Самостоятельная работа учащихся по резанию древесины .
— Всесторонний контроль со стороны учителя.
5. Анализ выполнения практической работы.
6. Сдача инструментов приспособлений.
7. Уборка рабочих мест.
8. Подведение итогов урока.
(Оценка результатов работы учеников)
9. Рефлексия.
— Что нового вы узнали на уроке?
— Чем мы занимались на уроке?
— Чему сегодня вы научились?
— Какие встретили затруднения при выполнении задания?
— Ваши вопросы учителю?
10. Домашнее задание.
Ознакомление с деревообрабатывающими станками
Среди прочего инструмента универсальный деревообрабатывающий станок занимает особое место. Причин, по которым он может понадобиться в хозяйстве, довольно много — от небольших столярных работ до строительства дома. Универсальный деревообрабатывающий станок вполне способен справиться с такими видами работ как распиловка, фрезерование, шлифовка и др., гарантируя при этом отличный результат.
Сегодня на рынке представлены как отечественные, так и импортные деревообрабатывающие станки . Практически все они обладают схожими техническими характеристиками, поэтому рассмотрим основные преимущества такого оборудования.
Мой станок достался мне еще со времен кооперативов. Раньше он использовался в небольшом мебельном цехе, а теперь стоит на даче. И не просто стоит, а исправно функционирует.
Как видно на фотографии, станок имеет прижимное устройство, что позволяет обрабатывать материал одному, без помощника. Регулировка давления достаточно проста, но доски предварительно необходимо отсортировать по толщине, чтобы одновременно срезать необходимый слой и позволять станку работать в нормальном режиме. Избыточное давление, учитывая небольшую (относительно) мощность приведет к остановке двигателя. На рисунке ниже показан принцип действия: сначала прогоняется одна сторона, потом другая, перевернув заготовку.

На выходе получаем практически идеально остроганную доску, пригодную для любого строительства.Качество строгания древесины зависит от ряда факторов. В первую очередь это изначальное состояние материала. Доски могут быть не только вежераспиленными, но и пролежавшими несколько лет. От длительного хранения они растрескиваются, бывает, что какие-то части подвергаются гниению, происходит деформация. Не всегда ясно, какое применение возможно в дальнейшем, иногда это становится видно лишь после первого прохода. Бывает, что такие доски приходится пустить на дрова. Но в любом случае выгода очевидна: из старых досок, которые обычно лежат за сараем вплоть до полного гниения, получается первоклассный отделочный материал, а отходы можно использовать для растопки мангала.Кроме того, старое дерево имеет ряд преимуществ перед свежеспиленным: оно сухое, а значит, качество строгания древесины гораздо выше. Почему? Попробуйте сами, взяв рубанок, пройтись по доске, из которой, грубо говоря, сочится вода. Чем суше дерево, тем чище поверхность после строгания, если, конечно, хорошо заточены режущие фрезы. Их надо иметь как минимум пару комплектов. Бывает, что попадает гвоздь, или на очень плотной древесине встречаются сучки — ножи тупятся, и это заметно влияет на работу и результат. После некоторого времени беру лупу и внимательно смотрю: после соприкосновения с металлом краешек отлетает, и на обработанной поверхности заметны выступающие полосы. Впрочем, они не сильно мешают, если речь идет не о мебели. На том же заборе, или обшивке небольшого строения неровности практически не видны. Впрочем, дело вкуса — кому-то требуется идеальное качество, кто смотрит на вещи проще. Я следую принципу разумной достаточности: «лучшее — враг хорошего»!
Если вы приобретали строганные доски, наверняка обращали внимание, что и там поверхность не всегда абсолютно гладкая. Но цена на такие доски раза в 3 выше необработанных. К тому же, если они местного производства, то будут еще и банально сырые. Как известно, мощность промышленного оборудования значительно выше простых бытовых станков, потому позволяет прогонять дерево в любом состоянии, чем пользуются некоторые недобросовестные производители. Заточку ножей для строгального станка ни в коем случае не стоит выполнять самостоятельно. Обязательно сдавайте их в специализированные мастерские, оснащенные профессиональным оборудованием с несколькими камнями разного диаметра и со специальными приспособлениями, позволяющими получить нужный результат. Крошечные же пункты, где точат кухонные ножи, обходите стороной. В каждом городе профессиональных мастерских всего несколько — ищите подходящую. И не поскупитесь приобрести дополнительные ножи — они не настолько дорого стоят. Хуже, когда в разгар работы у вас не окажется под рукой запасного комплекта.

Как видно на рисунке, после заточки ножей для строгального станка край ножа не просто ровный и острый, но и имеет вогнутую форму, за счет чего служит гораздо дольше.
Теперь о цене вопроса и выгоде приобретения деревообрабатывающего станка . Если взять примерную цену за куб. м., то можно получить следующие расчеты: по данным из интернета необрезная доска стоит примерно до 4000 р., обрезная примерно 5000 р., строганная от 10000 р. за куб. В реальности еще дороже, особенно на близлежащих к дачным поселкам торговых точках, где цены на строганную доску доходят до 15000 за куб. м.
Станки же стоят от 12000, есть подороже, но хватит и самого обычного, бытового. Главное, чтобы было прижимное устройство! Как уже говорил, оно позволяет, не только работать одному человеку, но и обеспечивать относительно ровную обработку. Мощности примерно в 2 кВт вполне достаточно. Практически все станки оснащены ножами длиной 200 мм — это оптимальная ширина обрабатываемой поверхности.
На одном моем станке мощность всего 1,2 кВт, на другом 1,8. Правда, первый, еще конверсионного производства конца 80-х годов работает, на мой взгляд, даже лучше, качество прекрасное, надежность выше всяческих похвал. Другой отдал сосед из-за небольших поломок. Разобрал, починил, и теперь один использую исключительно для строгания, второй — распиливать. Например, нужны рейки — нет проблем!

Как видно на рисунке, пользоваться станком очень просто. Выставляем ограничитель (входит в комплект), предварительно отмерив заготовку линейкой, на которой хорошо видны миллиметры.
На выходе материала на 1 мм больше — это обязательное условие, чтобы доску не зажимало. Собственно, это станет понятно эмпирическим путем, когда попробуете.Итак, о выгоде. За пару-тройку дней реально прогнать куб. Если доски длинные и тонкие — торцы по толщине обрабатываются рубанком. А вот брус можно легко обработать и на станке, правда тут придется прижимать рукой. Если брать те же отделочные рейки, то преимущество налицо — как известно, строганные стоят гораздо дороже. Небольшой нюанс: после распиловки поверхность доски не идеальная, придется прогнать второй раз, выставив ножи на минимальный размер вылета. Они регулируется от доли миллиметра до трех, в зависимости от мощности станка.
Теперь о дисках для распиливания. Они должны быть для продольного реза, с крупным зубом, как на рисунке. Причем, чем меньшее число зубьев, тем легче пилить, но поверхность после спила хуже. У меня три диска. Для тонких реек, когда на станке обработать проблематично, ставлю с мелким зубом. Но диски также лучше подбирать опытным путем — купите пару разных, попробуйте.

Для того чтобы было удобно работать, станок необходимо поставить на какой-нибудь столик. У меня он на железном каркасе, сверху доски, спереди прикручена толстая рейка, чтобы станок упирался и не сдвигался. Кроме этого, на самом станке должно быть предусмотрено крепление к столу с помощью самореза. На ночь я станки не убираю, просто накрываю плотным целлофаном, прижимая чем-то тяжелым. Вес инструмента приличный, ежедневно вытаскивать и ставить обратно — это время, а оно дорого для работы.
Надеюсь, что мои аргументы послужат причиной приобретения подобного станка.Кроме быстрой окупаемости, вы получите возможность делать, что угодно из любого подручного материала!
Конечной целью функционирования любой экономической системы является удовлетворение потребностей общества и индивидов. Все проблемы экономического развития связаны с расходованием ресурсов для удовлетворения потребностей. И все решения этих проблем базируются на двух фундаментальных экономических аксиомах: потребности общества безграничны; ресурсы общества ограничены или редки.
В каждый данный момент времени количество любых ресурсов представляет собой фиксированную величину, т.е. ограничено. Применение практически всех, в особенности первичных, ресурсов (труда, земли, капитала) в какой-либо одной отрасли исключает возможность их применения в какой-либо другой отрасли.
Из одного и того же сырьевого ресурса также может быть произведена только какая-то одна разновидность экономического блага, но не две, три и т.д., хотя потребность в этом существует.
Ограниченность всех ресурсов вынуждает людей делать экономический выбор : ЧТО? КАК? и ДЛЯ КОГО? производить, в каких количествах и в какие периоды времени. Решение указанных вопросов связано с альтернативой, выбором в пользу одних благ и отказа от выпуска других благ. Этот выбор базируется на принципах комбинации, замещения производственных факторов с учетом эффекта масштаба производства и закона падающей производительности.
Издержки такого выбора называют альтернативными издержками (или вмененными, или издержками упущенных возможностей). Суть идеи об альтернативных издержках состоит в том, что реальная стоимость любого произведенного блага есть недополученные полезности других благ, которые могли бы быть произведены с помощью ресурсов, использованных для уже произведенных благ. В этом смысле издержки производства любых благ представляют собой потенциально утраченные другие, невыпущенные полезные блага.
Производственная функция
Производственная функция характеризует техническую зависимость между количеством применяемых ресурсов и объемом выпускаемой продукции в единицу времени.
Производственный процесс (или способ производства) характеризуется определенной комбинацией ресурсов, безусловно необходимой для получения единицы продукции. Однако количество потребленных ресурсов при производстве единицы продукции может быть разное. В теории производства традиционно используется двухфакторная модель производственной функции, которая характеризует зависимость между максимально возможным объемом выпуска и количеством применяемых ресурсов.