Как делают бумагу? | Вечные вопросы | Вопрос-Ответ
Для приготовления бумаги используются растительные вещества, обладающие достаточно длинным волокном, которые, смешиваясь с водой, дают однородную, пластичную массу. Бумагу чаще всего производят из ели, сосны и березы, но также используют и другое растительное сырье, например, солому или хлопок. В некоторых случаях применяют макулатуру, что позволяет сократить вырубку леса.
Изготовление бумаги является сложным физико-химическим процессом, состоящим из большого количества этапов:
1. Сначала по реке или наземным транспортом на комбинат доставляют бревна. Там их распиливают при помощи производственного оборудования, очищают от коры и измельчают в щепки.
2. Затем щепки истирают в порошок и варят со специальными веществами. В результате этого процесса древесина превращается в мельчайшие волокна — целлюлозу. В зависимости от того, какую по качеству бумагу необходимо получить, к этим волокнам добавляют химически необработанную древесную массу, очищенную от крупных частиц, или измельченную макулатуру.
3. Полученную смесь фильтруют и тщательно промывают, чтобы удалить ненужные примеси. Затем снова добавляют различные вещества. Для получения глянцевой бумаги в состав вводят смолу, чтобы получить материал повышенной прочности — клей. В итоге получается бумажная масса, состоящая на 99% из воды.
4. Бумажную массу подают в бумагоделательную машину. Здесь она первым делом попадает на движущуюся металлическую сетку с мелкими ячейками, сквозь которую из бумажной массы вытекает значительная часть воды. Мельчайшие волокна древесины, переплетаясь между собой, создают основу для будущей бумаги.
5. Далее влажное бумажное полотно попадает на войлочную ленту и на цилиндрические прессы. В результате количество воды в нем уменьшается еще больше, а само полотно — выравнивается.
6. Затем сырое бумажное полотно проходит процесс сушки. Сначала его пропускают через большие нагретые металлические барабаны, а затем — через нагретые и хорошо отполированные бумажные валы — каландры. Они сдавливают бумагу с большой силой, в результате чего она становится плотной, гладкой и окончательно сухой.
7. Готовую бумагу на специальных валах сматывают в рулоны. Устройство нарезки режет бумагу на листы, затем ее складывают в пачки и оборачивают в специальную упаковку.
Смотрите также:
Как делают бумагу — Как это сделано, как это работает, как это устроено — LiveJournal
Вообще, процесс изготовления бумаги очень интересен. Он начинается с целлюлозы. Это продукт переработки древесной щепы. Путем варки щепы в различных химрастворах из щепы удаляют смолистые вещества и лигнин, который скрепляет волокна древесины и придает прочность стеблям и стволам.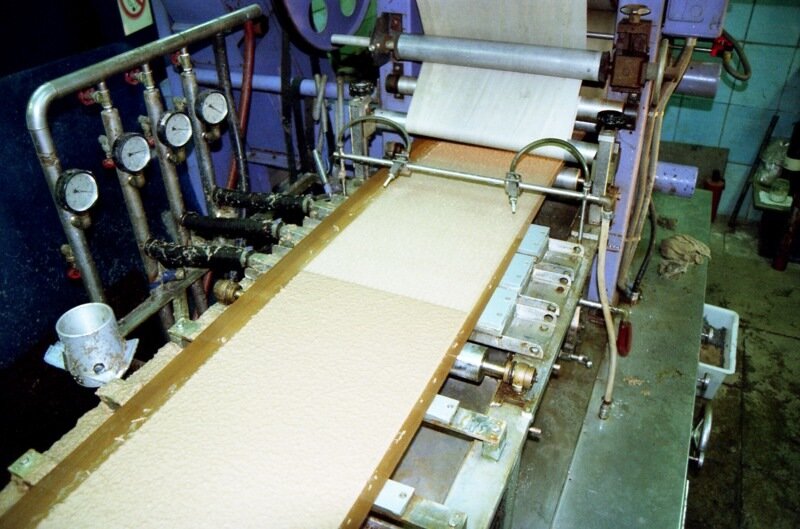
Процесс варки целлюлозы это целый кусок технологии и его ведут на отдельных фабриках, продуктом которых является целлюлоза, которая поступает на фабрики по выпуску бумаги.
На бумажной фабрике целлюлоза подвергается размолу. Этот процесс сложный и многоступенчатый. Процесс и режимы выбираются в зависимости от сорта бумаги.
После размола целлюлозы получается пульпа, которую отливают в бумагу на бумагоделательной машине (БДМ).
Скажу сразу — машин масса и каждая уникальна по своему, но принципиально промышленные машины можно разделить на две категории — круглоформерные и столовые (или плоскосеточные). Вот плоскосеточный отлив нас и интересовал.
Присмотрели мы с коллегами маленькую плоскосеточную машинку в одном некогда союзном институте в стольном граде.
И решили попробовать. Договорились с хозяевами. Наготовили пульпы, сгустили ее и покатили в Москву.
Машина производства Финляндии — финны знатные бумажники. Фирма неизвестна, машина называлась TUME.
Для тех, кто связан с промышленными машинами, эта машина является простой и совсем крохотулечкой, но принцип все тот же.
Хочу сказать, что производство бумаги с виду достаточно простой процесс. Но! в нем огромное количество деталей и нюансов, которые влияют на качество и даже на то, получится бумага или нет. Как-то в бытность учебы в аспирантуре (которую я так и не закончил написанием диссертации) читал труды симпозиумов по бумаге и наткнулся на статью про производство бумаги. Так вот там была написана фраза, запомнившаяся мне — несмотря на всю степень автоматизации и компьютеризации современных бумагоделательных производств, производство бумаги остается искусством. Подтверждаю 10 летним опытом — чистое шаманство.
Начнем. В лаборатории давно никто не работал и поэтому везде запустение и срач. Машина в порядке. Так как весь процесс изготовления бумаги связан с огромным количеством воды, то машина ее не боится, а равно и грязи.
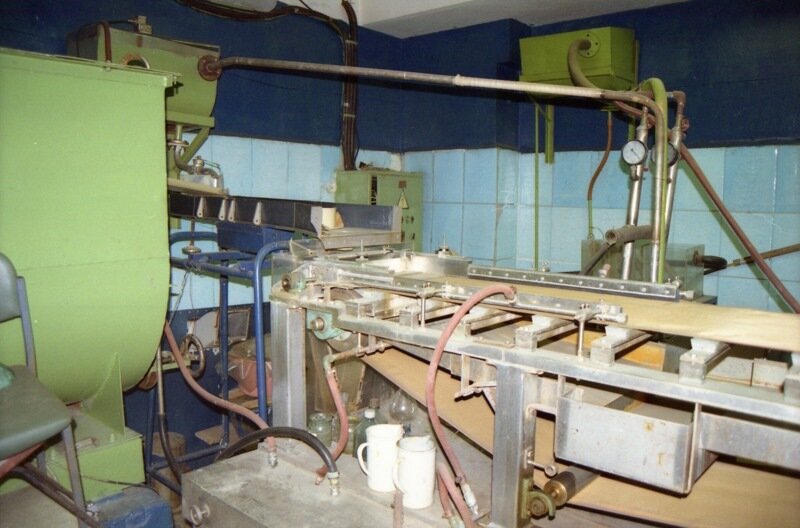
На фото — мокрая часть машины, а именно стол, где и происходит отлив бумаги. Большой зеленый бак — расходный бассейн, куда загружается суспензия. Справа от нее маленький бак — это бак постоянного напора воды для разбавления в потоке.

Смотрим в другую строну и видим остальную часть машины. Там много интересного, но пока обратим внимание на синий колпак. Под этим колпаком происходит сушка бумаги и пар удаляется вентиляцией из помещения.

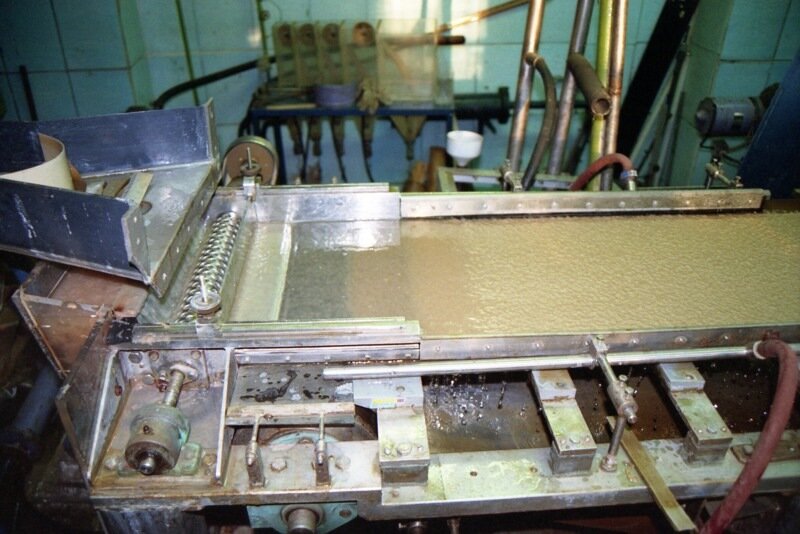
Оба бака имеют сливы в желоб с перегородками — там происходит разбавление суспензии до рабочей концентрации и усреднение концентрации.
Наш желоб тоже не прост. Он оборудован вибратором — синяя коробочка снизу. Вибрация помогает усреднению пульпы и препятствует образованию сгустков.
Надо сказать, что подготовленная к отливу целлюлоза (в суспензии она не одна, там целый букет компонентов, но именно целлюлоза образует бумагу) обладает удивительно высоким свойством спутываться … таким образом образовывать прочную бумагу. Это свойство она приобретает в процессе подготовки на размольном (правильнее было бы сказать размалывающем, но это профсленг) оборудовании (т.е. то, что мы делали у себя дома).
Грубо говоря — целлюлоза представляет собой длинные, тонкие и очень пушистые волокна, которые так и норовят перепутаться и образовать клубки.
Но, до момента образования бумажного листа нам это не нужно. Нам нужно свести к минимуму такое поведение, т.к. в противном случае это даст неоднородности бумаги.

Так вот, наша суспензия разбавилась и усреднилась, потекла с желоба в виде спокойной широкой струи и попала на машину.
Желоб с небольшим устройством в начале машины, куда попадает суспензия является напорным ящиком, т.е. устройством для выпуска суспензии на сетку машины.
Ящик то он ящик, но это чуть ли не ключевое и, кстати, очень сложное устройство в промышленной машине. Ящики рассчитываются, но их доводка всегда тонкий процесс. То, что показано на фото, ничего схожего с промышленным устройством не имеет, только функциональное сходство.
Вначале машины суспензию встречает перфорированный валик, который вращается против часовой стрелки. Смесь еще больше выравнивается по концентрации и, разгоняясь в направлении от начала машины к концу, течет на сетчатую «мокрую часть» машины. Валик также распутывает уже было начинающие образовываться клубки целлюлозы. Клубки еще сравнительно легко распутываются, т.к. воды еще много. Как только вода уйдет из суспензии — распутать клубки будет нельзя.
Итак суспензия попала на сетку. Сетка движется от начала машины к концу вдоль т.н. стола и тут самое время посмотреть как устроен стол машины.
Тем более, что на верхней фото видно, что смесь уже начала отдавать воду — видите застывшие капли воды.
Сетка на этой машине движется не очень быстро (скорость уже не помню), на промышленных машинах, особенно при производстве тонких бумаг, сетка с тихим шелестом летит, именно летит — скорость очень большая, даже невозможно разобрать что на сетке.

Сетка опирается на планки, изготовленные из фторопласта. Планки имеют клиновидный профиль.
Острие клина обращено против движения. Это сделано для того, чтобы освобождающаяся из суспензии вода легче покидала сетку — слой воды с обратной стороны сетки срезается этими планками. Процесс самопроизвольного покидания воды из суспензии хорошо видно на одном из предыдущих фото (вид сверху)

Обезвоживаясь на сетке суспензия образует наслойку — целлюлоза и другие компоненты, прочно удерживаемые переплетенными волокнами целлюлозы. Воды в настойке еще очень много. Идем далее вместе с сеткой и наслойкой.
А далее сетка проходит три ряда (это только на этой машине, каждая машина имеет свое количество в зависимости от сортов выпускаемых бумаг) вакуумных отсасывающих ящиков. Происходит удаление воды, удерживаемой поверхностным натяжением в хитросплетениях волокон целлюлозы.
Обратите внимание, что в процессе принудительного обезвоживания наслойка сильно худеет. Чистая «водосакция»))).

Это еще не все мучения наслойки по потере воды. Далее наслойка хорошенько придавливается валом пресса, чтобы уж окончательно отдать воду.
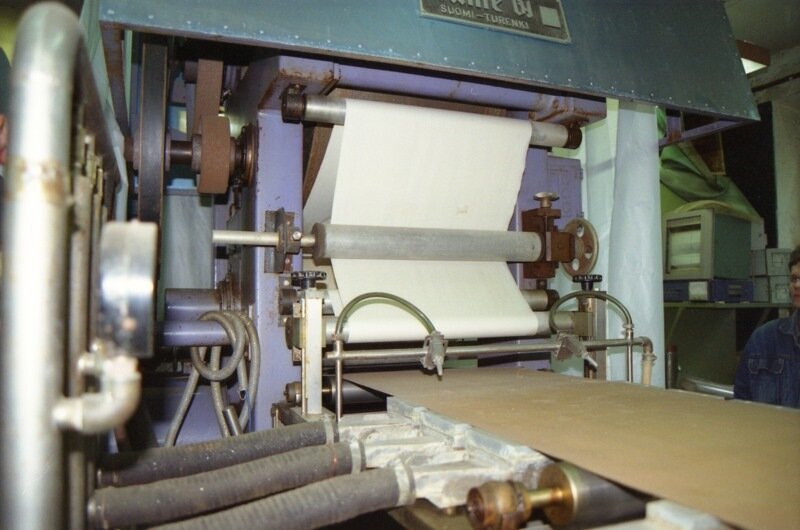
На следующем фото видно как устроен пресс. Нижний вал обрезиненный. Верхний вал давит на нижний. Давление должно быть оптимальным, т.к. наслойку можно раздавить и тогда получатся разрывы бумаги и складки.
Обратите внимание, что верхний вал в белой рубахе. Эта рубаха называется «маншон». Рубаха нужна чтобы, в первую очередь, деликатно давить, а во-вторых, чтобы наслойка прилипла к ней и снялась с сетки. Сетка огибает обрезиненный нижний вал и уходит в начало машины, предварительно помывшись внизу машины в струйном душе.
С «маншона» влажная бумага легко снимается и заправляется на сушильный цилиндр — его называют Янки-цилиндр.

Чтобы сушка шла лучше, бумага прижимается к цилиндру сукном и поддерживает ее (вид с другой стороны).
Огибая цилиндр бумага сушится и снимается с него. В начале процесса нужно изловчиться, чтобы снять бумагу. т.к. она тонюсенькая. Потом она пойдет толще.

И наматывается на приемный вал, когда все настроено.

Вот так, други мои, делается бумага. Еще раз повторю, что это сам процесс изготовления бумаги. На любом предприятии, производящем бумагу, процесс включает еще несколько процессов, но отлив бумаги это сердце. Промышленные машины и больше и сложнее, но принципиально все тоже самое.
Взят у timyar в Как делают бумагу
Если у вас есть производство или сервис, о котором вы хотите рассказать нашим читателям, пишите на адрес ([email protected]) и мы сделаем самый лучший репортаж, который увидят тысячи читателей сайта Как это сделано
Отдельные фото из моих репортажей можно смотреть в инстаграме инстаграме. Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю.
Также на ютюбе выходят мои интереснейшие ролики, поддержите его подпиской, кликнув по этой ссылке — Как это сделано или по этой картинке. Спасибо всем подписавшимся!

Как делают бумагу | Как это сделано
Вообще, процесс изготовления бумаги очень интересен. Он начинается с целлюлозы. Это продукт переработки древесной щепы. Путем варки щепы в различных химрастворах из щепы удаляют смолистые вещества и лигнин, который скрепляет волокна древесины и придает прочность стеблям и стволам.
Процесс варки целлюлозы это целый кусок технологии и его ведут на отдельных фабриках, продуктом которых является целлюлоза, которая поступает на фабрики по выпуску бумаги.
На бумажной фабрике целлюлоза подвергается размолу. Этот процесс сложный и многоступенчатый. Процесс и режимы выбираются в зависимости от сорта бумаги.
Скажу сразу — машин масса и каждая уникальна по своему, но принципиально промышленные машины можно разделить на две категории — круглоформерные и столовые (или плоскосеточные). Вот плоскосеточный отлив нас и интересовал.
Присмотрели мы с коллегами маленькую плоскосеточную машинку в одном некогда союзном институте в стольном граде.
И решили попробовать. Договорились с хозяевами. Наготовили пульпы, сгустили ее и покатили в Москву.
Машина производства Финляндии — финны знатные бумажники. Фирма неизвестна, машина называлась TUME.
Для тех, кто связан с промышленными машинами, эта машина является простой и совсем крохотулечкой, но принцип все тот же.
Хочу сказать, что производство бумаги с виду достаточно простой процесс. Но! в нем огромное количество деталей и нюансов, которые влияют на качество и даже на то, получится бумага или нет. Как-то в бытность учебы в аспирантуре (которую я так и не закончил написанием диссертации) читал труды симпозиумов по бумаге и наткнулся на статью про производство бумаги. Так вот там была написана фраза, запомнившаяся мне — несмотря на всю степень автоматизации и компьютеризации современных бумагоделательных производств, производство бумаги остается искусством. Подтверждаю 10 летним опытом — чистое шаманство.
Начнем. В лаборатории давно никто не работал и поэтому везде запустение и срач. Машина в порядке. Так как весь процесс изготовления бумаги связан с огромным количеством воды, то машина ее не боится, а равно и грязи.
На фото — мокрая часть машины, а именно стол, где и происходит отлив бумаги. Большой зеленый бак — расходный бассейн, куда загружается суспензия. Справа от нее маленький бак — это бак постоянного напора воды для разбавления в потоке.
Смотрим в другую строну и видим остальную часть машины. Там много интересного, но пока обратим внимание на синий колпак. Под этим колпаком происходит сушка бумаги и пар удаляется вентиляцией из помещения.
Оба бака имеют сливы в желоб с перегородками — там происходит разбавление суспензии до рабочей концентрации и усреднение концентрации.
Наш желоб тоже не прост. Он оборудован вибратором — синяя коробочка снизу. Вибрация помогает усреднению пульпы и препятствует образованию сгустков.
Надо сказать, что подготовленная к отливу целлюлоза (в суспензии она не одна, там целый букет компонентов, но именно целлюлоза образует бумагу) обладает удивительно высоким свойством спутываться … таким образом образовывать прочную бумагу. Это свойство она приобретает в процессе подготовки на размольном (правильнее было бы сказать размалывающем, но это профсленг) оборудовании (т.е. то, что мы делали у себя дома).
Грубо говоря — целлюлоза представляет собой длинные, тонкие и очень пушистые волокна, которые так и норовят перепутаться и образовать клубки.
Но, до момента образования бумажного листа нам это не нужно. Нам нужно свести к минимуму такое поведение, т.к. в противном случае это даст неоднородности бумаги.
Так вот, наша суспензия разбавилась и усреднилась, потекла с желоба в виде спокойной широкой струи и попала на машину.
Желоб с небольшим устройством в начале машины, куда попадает суспензия является напорным ящиком, т.е. устройством для выпуска суспензии на сетку машины.
Ящик то он ящик, но это чуть ли не ключевое и, кстати, очень сложное устройство в промышленной машине. Ящики рассчитываются, но их доводка всегда тонкий процесс. То, что показано на фото, ничего схожего с промышленным устройством не имеет, только функциональное сходство.
Вначале машины суспензию встречает перфорированный валик, который вращается против часовой стрелки. Смесь еще больше выравнивается по концентрации и, разгоняясь в направлении от начала машины к концу, течет на сетчатую «мокрую часть» машины. Валик также распутывает уже было начинающие образовываться клубки целлюлозы. Клубки еще сравнительно легко распутываются, т.к. воды еще много. Как только вода уйдет из суспензии — распутать клубки будет нельзя.
Итак суспензия попала на сетку. Сетка движется от начала машины к концу вдоль т.н. стола и тут самое время посмотреть как устроен стол машины.
Тем более, что на верхней фото видно, что смесь уже начала отдавать воду — видите застывшие капли воды.
Сетка на этой машине движется не очень быстро (скорость уже не помню), на промышленных машинах, особенно при производстве тонких бумаг, сетка с тихим шелестом летит, именно летит — скорость очень большая, даже невозможно разобрать что на сетке.
Сетка опирается на планки, изготовленные из фторопласта. Планки имеют клиновидный профиль.
Острие клина обращено против движения. Это сделано для того, чтобы освобождающаяся из суспензии вода легче покидала сетку — слой воды с обратной стороны сетки срезается этими планками. Процесс самопроизвольного покидания воды из суспензии хорошо видно на одном из предыдущих фото (вид сверху)
Обезвоживаясь на сетке суспензия образует наслойку — целлюлоза и другие компоненты, прочно удерживаемые переплетенными волокнами целлюлозы. Воды в настойке еще очень много. Идем далее вместе с сеткой и наслойкой.
А далее сетка проходит три ряда (это только на этой машине, каждая машина имеет свое количество в зависимости от сортов выпускаемых бумаг) вакуумных отсасывающих ящиков. Происходит удаление воды, удерживаемой поверхностным натяжением в хитросплетениях волокон целлюлозы.
Обратите внимание, что в процессе принудительного обезвоживания наслойка сильно худеет. Чистая «водосакция»))).
Это еще не все мучения наслойки по потере воды. Далее наслойка хорошенько придавливается валом пресса, чтобы уж окончательно отдать воду.
На следующем фото видно как устроен пресс. Нижний вал обрезиненный. Верхний вал давит на нижний. Давление должно быть оптимальным, т.к. наслойку можно раздавить и тогда получатся разрывы бумаги и складки.
С «маншона» влажная бумага легко снимается и заправляется на сушильный цилиндр — его называют Янки-цилиндр.
Чтобы сушка шла лучше, бумага прижимается к цилиндру сукном и поддерживает ее (вид с другой стороны).
Огибая цилиндр бумага сушится и снимается с него. В начале процесса нужно изловчиться, чтобы снять бумагу. т.к. она тонюсенькая. Потом она пойдет толще.
И наматывается на приемный вал, когда все настроено.
Вот так, други мои, делается бумага. Еще раз повторю, что это сам процесс изготовления бумаги. На любом предприятии, производящем бумагу, процесс включает еще несколько процессов, но отлив бумаги это сердце. Промышленные машины и больше и сложнее, но принципиально все тоже самое.
Источник
Как в старину делали бумагу?
Пришло время открыть вам секрет старинного способа изготовления бумаги.
Сегодня мы с вами отправимся в городок Радомышль житомирской области. Он расположен в 100 км от Киева, недалеко от Коростышева. Изобретать велосипед не стоит — едем по Житомирской трассе.
1. Вот он! Перед нами — историко-культурный комплекс «Замок Радомысль». Именно тут возродили технологию производства бумаги 17 века.

2. 400 лет назад тут работала первая в Украине папирня — фабрика, где монахи изготавливали бумагу для Киево-Печерской Лавры.

Технология изготовления бумаги следующая.
3. В поддон наливается заранее подготовленный состав на основе воды, в который входят перетертые волокна и шелуха различных растений. Это и крапива, и лен, лук, чеснок, и некоторые другие. Бумажная пульпа готовится несколько недель, а лук и чеснок в составе будущей бумаги нужен для отпугивания вредителей. Символ на специальной рамке с сеткой — это будущий водяной знак.

Раствор нужно тщательно перемешать, и наполнить рамку. Излишки субстанции постепенно стекают в поддон.
4. Затем жидкая бумажная масса из рамки аккуратно выкладывается на специальную ткань.

Каждый будущий лист бумаги перекрывается тканью, которая впитывает излишки воды.
5. Для того, чтобы окончательно удалить воду, используется такой пресс.

6. Положив переложенную сукном бумагу под пресс, нужно аккуратно вращать рукоять, постепенно увеличивая давление на заготовки будущей бумаги.

7. Излишки воды вытекают в специальную емкость, которая расположена под прессом. Затем воду можно использовать повторно.

8. После извлечения из пресса, бумагу аккуратно отделяют от ткани с помощью специального приспособления.

9. Каждый лист бумаги отправляется на окончательную просушку — вывешивается на веревке в сухом, но прохладном помещении. Кстати, если бумагу положить под прямые солнечные лучи, то она высохнет очень быстро, но при этом станет ломкой и хрупкой.

10. Наш лист почти готов! Теперь его следует еще раз положить под пресс, чтобы он стал тоньше и ровнее.

11. А в мастерской — все готово для изготовления следующей партии бумаги.

Один человек за полдня мог изготовить до 400 таких заготовок, а полученные листы могут храниться веками. Существует мнение, что Радомышльская бумага XVII века, созданная с помощью этой технологии, сохранилась намного лучше своих голландских и немецких аналогов тех времен.
Спасибо за внимание! Подробнее о самом замке я вам расскажу в следующий раз.
Читайте еще:
Не пропустите интересный пост! Добавляйтесь в друзья!
Как делают бумажные деньги / Habr
В прошлый раз на Geektimes публиковалась статья об истории бумажных денег. Китайцы были первыми, кто стал использовать волокна целлюлозы для производства легкого аналога металлических денег. Бумага используется с этой же целью и сейчас. Конечно, сложность технологического процесса производства бумажных денег возросла в разы, современная денежная бумага — это вовсе не то, что использовалось в Китае или любой другой стране 100-200 лет назад.
Обычно для производства денежной бумаги используются лен и хлопок. Содержание целлюлозы в конечном продукте составляет около 95-97%. Процесс производства начинается с загрузки хлопка (речь идет о нескольких тоннах хлопковых волокон) в бойлер. Здесь исходный материал держат под очень большим давлением. После этого готовую массу волокон сливают в резервуар, где проводится осветление и очистка. Уже после этого массу подвергают прессовке, помещая в аппараты-размягчители. Следующий этап — добавление специальной краски, которая изменяет оттенок еще влажной бумаги. На этом этапе идет и создание распознавательных водяных знаков (подробнее о них говорится ниже).
Листы с защитными волокнами и водяными знаками отправляются на сушку, после чего бумагу скатывают в рулоны. Вес каждого рулона может составлять несколько тонн.
Кроме бумаги для производства бумажных денег нужны еще и специальные красители, химические соединения, сложное оборудование. Краски для банкнот отечественный «Гознак» закупает у швейцарской компании SICPA (делает специальные защитные типографские краски, чернила для опечатывания продукции, разрабатывает системы кодировки подакцизных товаров). По словам представителей «Гознака», из-за роста швейцарского франка затраты на изготовление отечественных банкнот довольно быстро растут.
Но швейцарская краска всегда считалась самой качественной. Затраты на покупку краски при изготовлении купюр в Европе и мире в среднем составляют около 60% от общей суммы затрат на покупку компонентов и производство банкнот.
Интересно, что способов производства бумажных денег несколько, не во всех странах деньги печатают по одному и тому же методу.
Что касается бумаги, то одно из основных требований к этому материалу — износоустойчивость. Деньги должны быть долговечными, чтобы они не приходили в негодность слишком быстро. Основной показатель износоустойчивости денег — сопротивление излому и разрыву. Бумажные купюры постоянно складывают и разгибают, их тянут за уголки и за другие части. Поэтому они не должны рваться. Прочность на разрыв определяется на динамометре. Эта характеристика выражается расчетной длиной в метрах полосы бумаги, с разрывом от собственного веса. У денежной бумаги этот показатель составляет тысячи метров (больше, чем у обычной бумаги).
Для того, чтобы обеспечить высокое качество и прочность печатного рисунка, денежная бумага должна обладать необходимой степень белизны, непрозрачности, гладкости и светопрочности. Эта бумага не должна менять свой цвет под воздействием внешних факторов (солнечный свет, например).
В России бумага для денег поставляется всего двумя предприятиями. Это Санкт-Петербургская бумажная фабрика Гознака и Краснокамская бумажная фабрика Гознака.
Защита бумаги
У бумажных денег обычно несколько степеней защиты. В числе прочих используются водяные знаки, которые могут служить также и своеобразным украшением. Создают водяные знаки еще при отливе бумаги. Рисунок получается за счет изменения толщины слоя волокна по плоскости купюры. Красивый и четкий водяной знак создать непросто, для этого нужно точное современное оборудование. Водяной знак в некоторых случаях сочетается с рисунком самой купюры.
На производстве денежной бумаги обычно есть мастерская водяных знаков, где работает большое количество высококвалифицированных специалистов. В частности, это граверы, которые переносят рисунки художников на штампы и металлическую сетку так называемого вала-дендироля. Иногда рисунки переносятся и на сетку цилиндра круглосеточной машины. Дендироль — это уравнитель, который устанавливается на сетку машины, и при вращении образует на бумажном полотне отпечаток своего водяного знака. Этот способ обычно используется для создания бумаги с общим водяным знаком. Если же нужен художественный локальный знак, его можно получить при ручном отливе или же при помощи цилиндрической бум-машины. На сетке цилиндра в этом случае штампуют рисунки знака, а при формировании полотна бумаги создаются все условия, которые позволяют получить многотоновый художественный знак. Купюры многих стран имеют и специальные защитные (часто — цветные или металлические) волокна.
Водяной знак должен хорошо просматриваться на всех купюрах, и быть абсолютно идентичным для всех купюр одного и того же тиража. Подделать водяной знак нелегко, особенно это актуально для портретов.
На протяжении всего времени обращения бумажных денег должна быть обеспечена их идентичность. На практике это означает, что если купюра, образец денежного знака действует несколько десятков лет, то деньги, которые были изготовлены в последние годы действия этой купюры, должны быть идентичными с деньгами, которые были выпущены в самом начале периода. Правда, в течение этого периода могут вноситься некоторые изменения — например, добавляться новые средства защиты. Решение о модификации внешнего вида купюр принимают специальные органы, все изменения фиксируются. В России такой контроль осуществляет Банк России.
Разработка денежной купюры
Создание денежных знаков — очень сложный и достаточно длительный процесс, в котором задействованы специалисты разных сфер. Это и финансисты, и художники, и специалисты «Гознака»(в случае России), которые активно участвуют в процессе создания новых денег. После того, как заказчик (государство) обозначил все необходимые критерии изготовления купюры, начинают свою работу художники и гравировщики.
Первым создается эскиз — его разрабатывают с учетом всех критериев технологических возможностей производства, при помощи которого будет в дальнейшем осуществляться печатание будущих денег. Одно из основных требований к бумажным купюрам — демонстрация принадлежности разрабатываемого денежного знака государству-изготовителю. Это делается при помощи внедрения элементов уникальной символики государства. Ими могут быть государственные символы, текст, портреты известных в этом государстве людей. Обычно крупные номиналы банкнот имеют гораздо более сложный рисунок и количество степеней защиты, чем мелкие.
После того, как готов эскиз, специалисты создают печатный проект со специальными печатными формами, которые позволяют тиражировать купюры в дальнейшем. Здесь принимают участие специалисты высочайшего класса, включая фотографов, граверов-художников, травильщиков, граверов-штемпелистов, дизайнеров. В случае России эти кадры подготавливает только «Гознак». Современный процесс производства денег включает в обязательном порядке и компьютерные технологии. Как только готов первый печатный проект нового денежного знака, его отправляют специальной комиссии для изучения и утверждения. Если полученный вариант одобрен, то начинается изготовление специальных форм для тиражирования денег.
Печать денег
В процессе печати бумажных денег используется четыре основных способа печати. Это офсетная, металлографская, типографская и орловская печать. Наиболее востребованными и используемыми являются металлографский и орловский способы печати. Интересно, что швейцарская компания KBA-NotaSys SA изготавливает около 90% всех печатных и пресс-станков для изготовления банкнот на мировом рынке. Эти станки, в частности, используются и на «Гознаке».
Орловская печать
Несмотря на то, что этот способ печати был разработан в 1891 году, его используют до сих пор. Название процесса печати происходит от фамилии специалиста «Гознака» Ивана Орлова, который и разработал этот метод. Тогда для печати купюр типографским способом приходилось готовить отдельную форму печати для каждого из цветов рисунка купюры. Каждую форму оттискивали на фрагменте специальной бумаги. Совпадение линий и границ краски при использовании такого метода не было идеальным, поскольку даже использование компьютера и промышленных систем не дает идеального результата, не говоря уже о технологиях конца 19-го века.
Ивану Орлову удалось внедрить специальный эластичный валик с мягкой структурой и промежуточные формы. У каждой формы при этом — свой рисунок для каждого из цветов на оригинале. Такой шаблон при печати переносит собственный фрагмент на нужное место сборного вала, а уже с вала полная палитра красок переносится на сборную общую форму, где выводится весь рисунок оригинала в полной мере.
Достоинство метода в том, что он позволяет с практически ювелирной точностью наносить рисунок на купюры, с совпадением всех границ рисунков и линий. Кроме того, метод позволяет в ходе всего одного прогона листа через печатную установку создавать необходимый фрагмент рисунка, который почти со 100% точностью соответствует оригиналу. Повторить подобную точность для фальшивомонетчика — затруднительно, хотя, конечно, встречаются специалисты высочайшего класса.
Офсетная печать
При помощи офсетной печати обычно создается так называемая фоновая сетка и ряд дополнительных элементов. В мелких банкнотах при помощи офсетной печати иногда наносится и основной рисунок. Поскольку перенос краски с печатной формы на бумагу производится через промежуточный офсетный цилиндр, то и само изображение на печатной форме делается прямым, не зеркальным.
Интересно, что при таком методе печати обычные и пробельные элементы формы находятся в одной плоскости. Но поверхности элементов обладают разными физико-химическими свойствами. Так, печатающие элементы — гидрофобные, они хорошо удерживают краску, отталкивая влагу. А вот пробельные элементы гидрофильные, они поглощают воду, но отталкивают краску.
Краски для банкнот обычно разделяются на три цветовые группы. Это синяя группа, красная и желтая. Для каждой группы фотоспособом изготавливается специальная форма. Краска с пластин переносится сначала на резиновое покрытие цилиндра, а уже цилиндр пропечатывает рисунок на бумаге.
Вот, как печатают доллары США:
Металлографическая печать
Это еще один распространенный метод печати купюр. Он известен давно, а для денежных купюр он был применен впервые в 1887 году. Для печати в этом случае используются специально изготовленные формы из стали или никеля.
Эти формы представляют собой почти идеально отполированные пластины, на которые нанесен нужный рисунок при помощи специального пресса. Оригинал формы изготавливается вручную методом гравировки. В русском языке есть специальный термин для изначальной формы. Это «оригинальный штемпель». При печати купюр таким методом детали гравировальных установок создают сложные узоры для купюр. Эти узоры состоят из большого количества линий. После процесса травления проявляются элемент общего изображения, которое и размещается на купюре.
Такие элементы в сочетании с ручной гравировкой и нанесенным шрифтом образуют единое изображение денежного знака. Это изображение после изготовления тиражируется для процесса печати. Правда, этого требуется высокоточное оборудование, как правило, это высокочастотная машина и автоматизированная гальванолиния.
По мнению специалистов, главное достоинство метода металлографической печати в том, что с его помощью можно воспроизводить обширный спектр ярких тонов для печати. Если использовать различные глубину и ширину нанесения рисунка, то можно добиться самых разнообразных красочных эффектов, зачастую, объемных.
При печати на печатные формы с использованием приготовленных резиновых шаблонов наносится краска. Она поступает на гравюру и пробельные элементы. После с этих элементов краска стирается, и форма готова для нанесения рисунка на бумагу. Рисунок наносится в ходе прикладывания формы к бумаге под большим давлением. Металлографическая печать разделяется на два типа. Это глубокая печать, когда изображения передаются с печатной формы, на которой печатающие элементы значительно углублены по отношению к пробельным. И высокая печать, когда печатающие элементы на формах расположены выше пробельных. Высокая печать используется для нанесения рисунка на крупных банкнотах, серийных номеров и ряда важных элементов купюр мелкого и крупного номиналов.
После того, как купюры напечатаны, неразрезанные листы отправляются в специальный цех, где их нарезают на отдельные купюры. После этого деньги считаются при помощи станка и упаковываются, их отправляют в «свободное плавание» по стране и за ее пределами.
Как и из чего делают бумагу?
Долгое время считалось, что бумагу изобрели в Китае в 105 году нашей эры, однако в середине ХХ века обнаружили более древние гробницы, где нашлись небольшие обрывки.
В те давние времена её делали из шелка, пуская на производство отбракованные коконы тутового шелкопряда. Сейчас такие дорогие материалы, конечно, не используют – годится все, что содержит длинные волокна, а это целлюлоза, тряпье, уже использованная бумага, некоторые виды текстиля. Смешиваясь с водой, они образуют пластичную массу – сырье.
История развития технологии создания бумаги
Итак, первый этап создания бумаги – это подготовка бумажной массы. У изобретателя технологии Цай Луня это была смесь шелковых волокон, золы, пеньки и тряпок, тщательно растолченная и смешанная с водой. Её он выложил на форму и высушил на солнце. Долгое время такой ручной способ производства оставался единственным – менялись только ингредиенты.
В XVII веке изобрели ролл – механизм, который размалывал сырье автоматически и потому мог производить намного больше бумажной массы. Но сами листы формировали все равно вручную, зачерпывая формами, поэтому объемы получаемой продукции оставались все равно низкими.
Наконец, в самом конце XVIII века, в 1799 году, во Франции догадались, как сделать отлив бумаги автоматическим – Н. Робер применил для этих целей движущуюся сетку. Еще через семь лет в Англии запатентовали полноценную бумагоделательную машину. С этого времени масштабы производства заметно увеличились.
Этапы производства бумаги
Как и много веков назад, производство бумаги начинается с
1) Приготовление бумажной массы.
Сюда входит не только размол компонентов ролами (рафинерами, мельницами) и их смешивание. В современную бумагу для улучшения её свойств добавляют множество вспомогательных веществ.
Происходит так называемая проклейка – добавляются средства для того, чтоб волокна лучше слипались, а сама бумага не так боялась воды. Это глинозем, канифольный клей, парафиновая эмульсия.
Чтобы увеличилась жесткость, в массу вводят крахмал, формальдегидные смолы, животный клей. Минеральные наполнители вроде мела или талька помогают сделать бумагу более гладкой. Анилиновые красители прибавляются для отбеливания. Состав и количество дополнительных присадок определяется тем, для каких целей будет использоваться конечный продукт.
2) Выработка бумажной массы.
Когда бумажная масса готова, её нужно очистить от загрязнений и разбавить водой. С этим справляется специальное оборудование — очистители вихревые и центробежные, песочница. Из подготовительного отдела насос закачивает её в мешательный бассейн, и уже оттуда она поступит в бумагоделательную машину.
Сырьевая масса льется непрерывным потоком на сетку. В этой части машины полотно отливается, обезвоживается и начинает уплотняться. Но воды еще очень много, она продолжает удаляться в прессовой части.
Окончательно жидкость исчезает из листов в сушильной части, испаряясь, когда полотно прижимается к нагретым цилиндрам. После этого она поступает на механизмы наката, где сматывается в огромные рулоны. Бумага готова к следующей стадии.
3) Окончательная обработка.
Полученное бумажное полотно еще не совсем однородно по толщине. Чтобы выровнять его, сделать более гладким и плотным, его пропускают через каланды, то есть металлические валы. Вот теперь бумагу можно сортировать, резать и упаковывать – она полностью готова.
Вот так истолченная древесная кора, обрезки и опилки дерева, обрывки бумаги, тряпки и солома – вещи не самые красивые и выглядящие, прямо скажем, не слишком эстетично, передаваясь от одного цеха к другому, от узла к узлу, от машины к машине, превращаются в гладкие белые листы.